スペシャルコンテンツSpecial Contents
代表のEcoコラム
-

0. はじめに
2008.05.31
-
1. 温暖化だけが環境問題じゃない!
2008.06.15
-
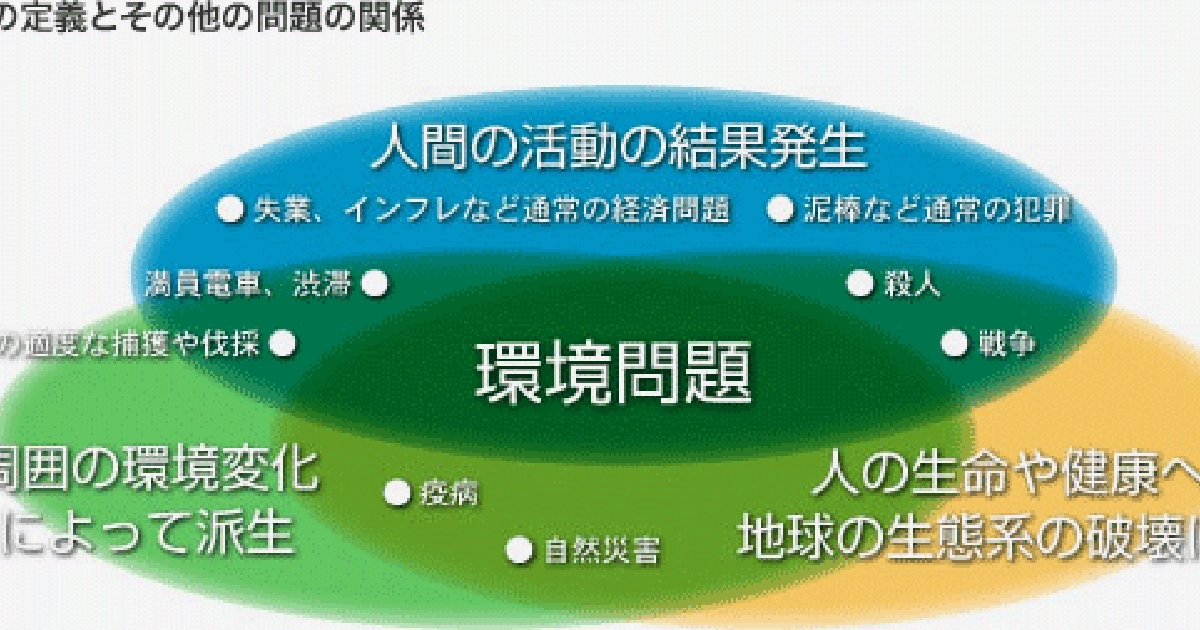
2. いったい何が環境問題なのか?
2008.06.30
-
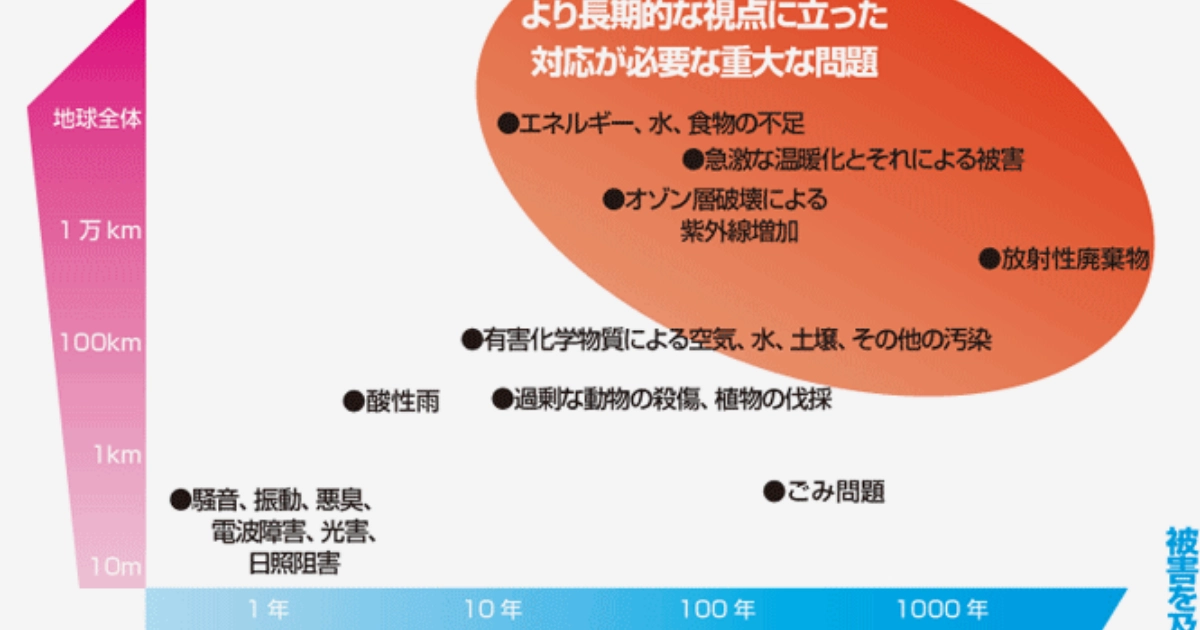
3. 環境問題には、いったいどんなものがあるのか?
2008.07.15
-
4. 環境問題を分類してみる
2008.07.30
-
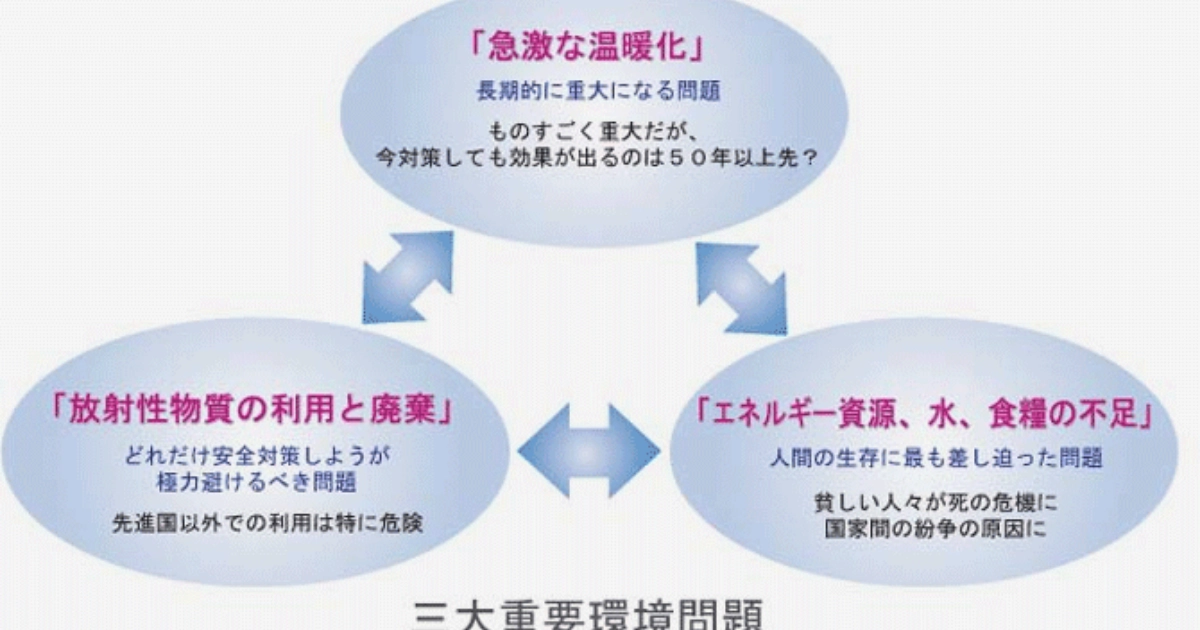
5. 三大重要環境問題
2008.08.30
-
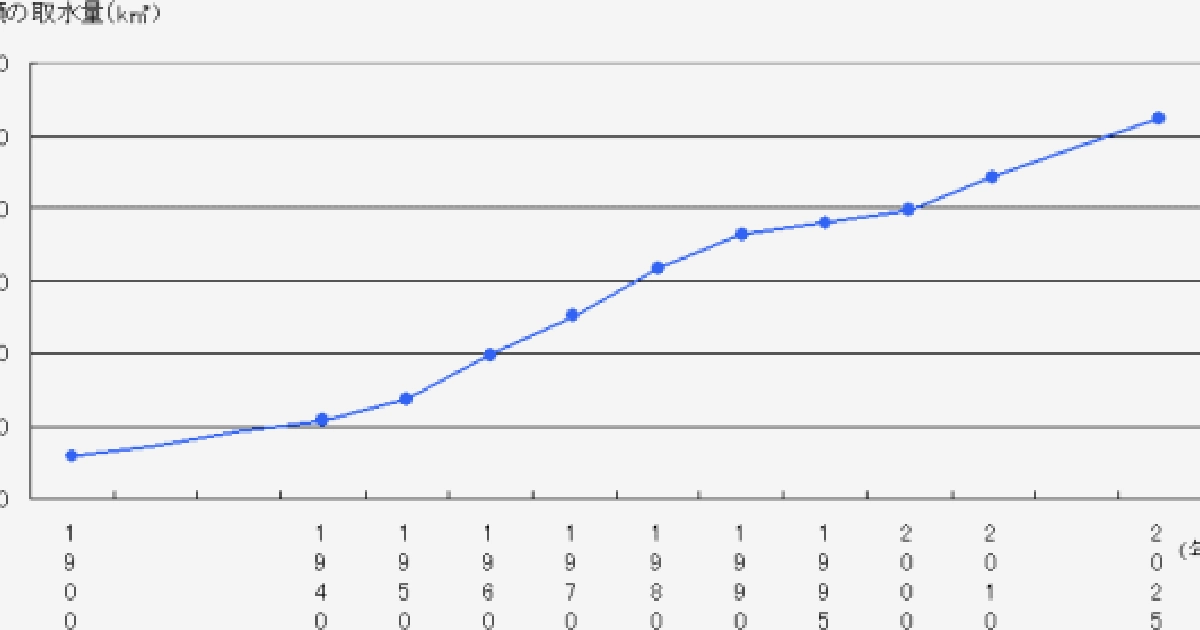
6. 水資源の不足
2008.09.15
-
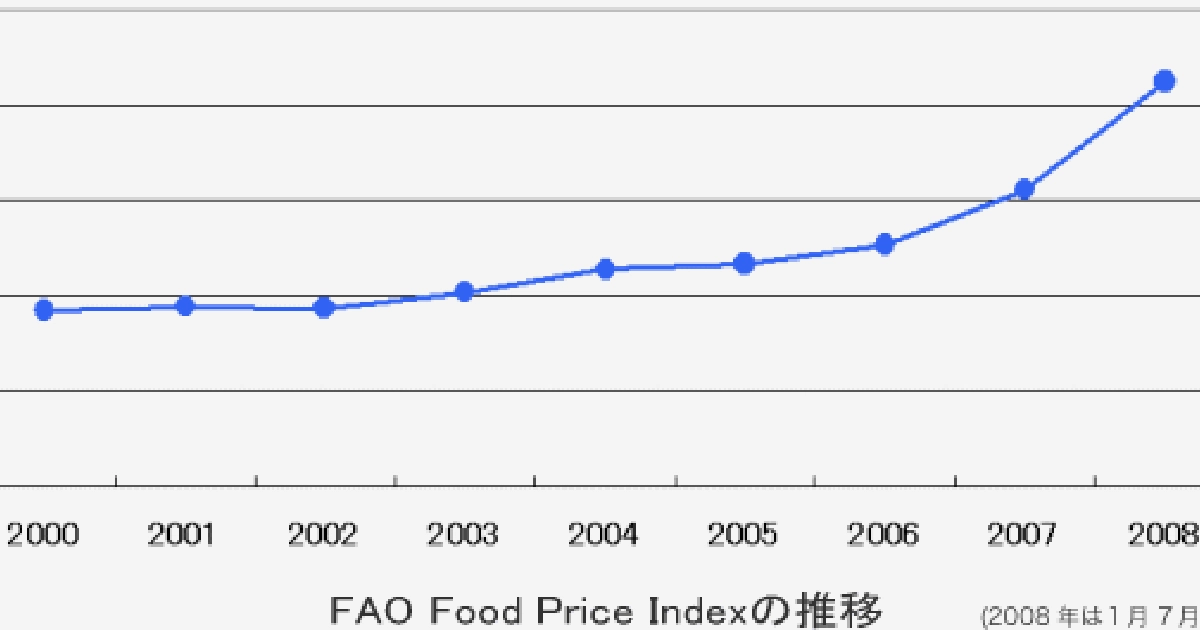
7. 食糧の不足
2008.09.30
-
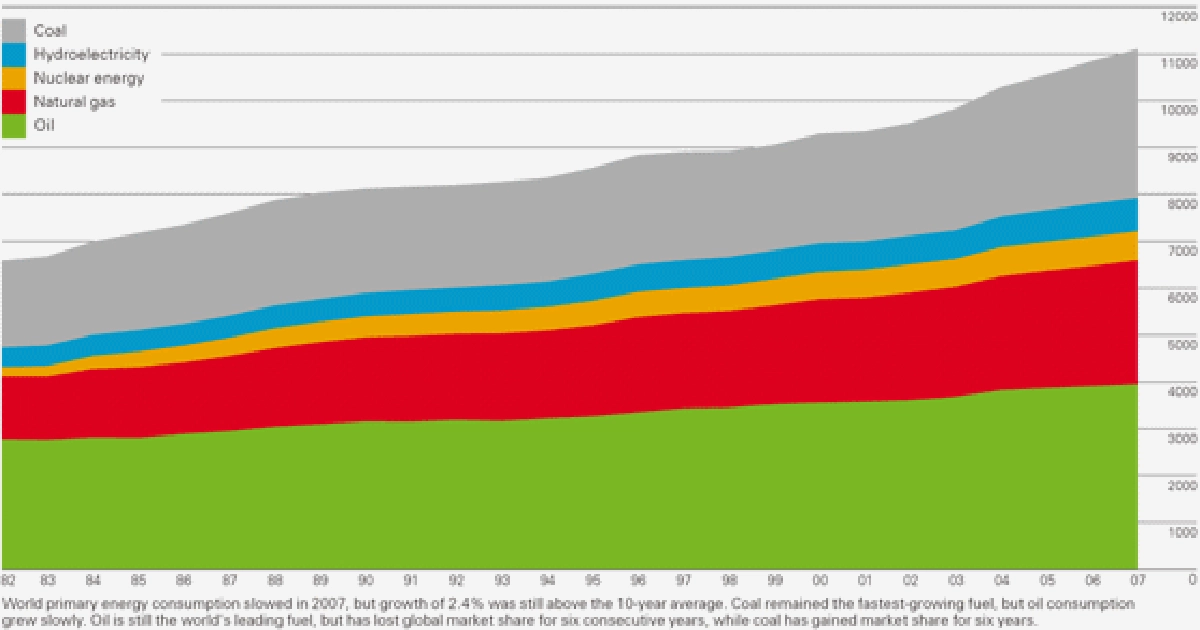
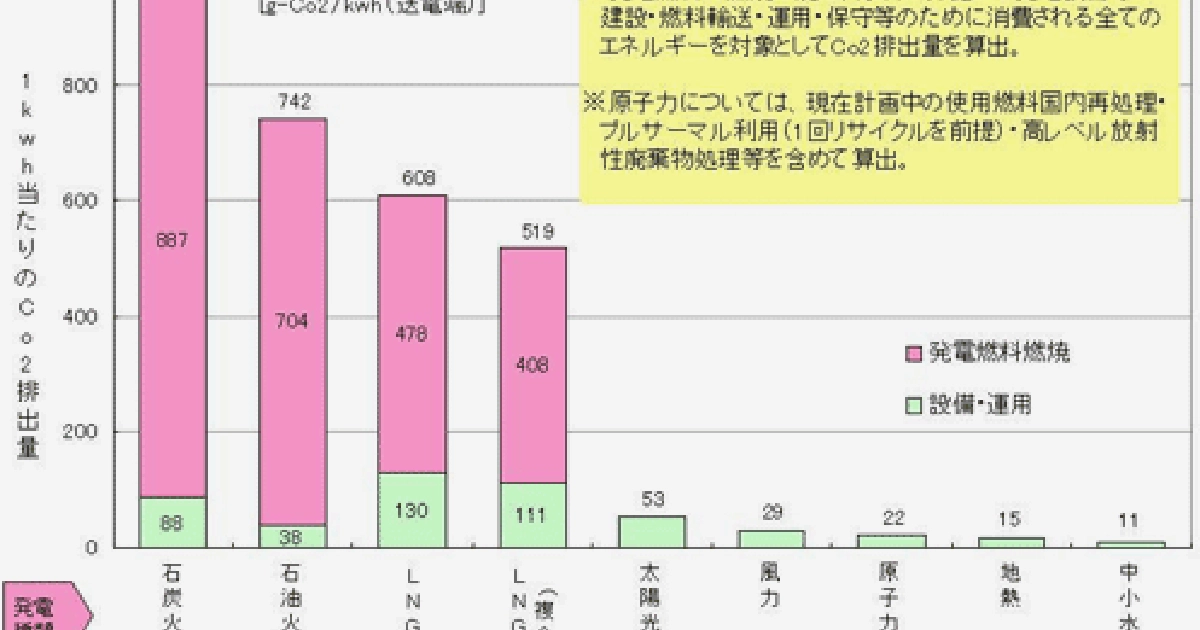
8. エネルギー資源の不足
2008.10.15
-
9. 放射性物質の利用と廃棄
2008.11.15
-
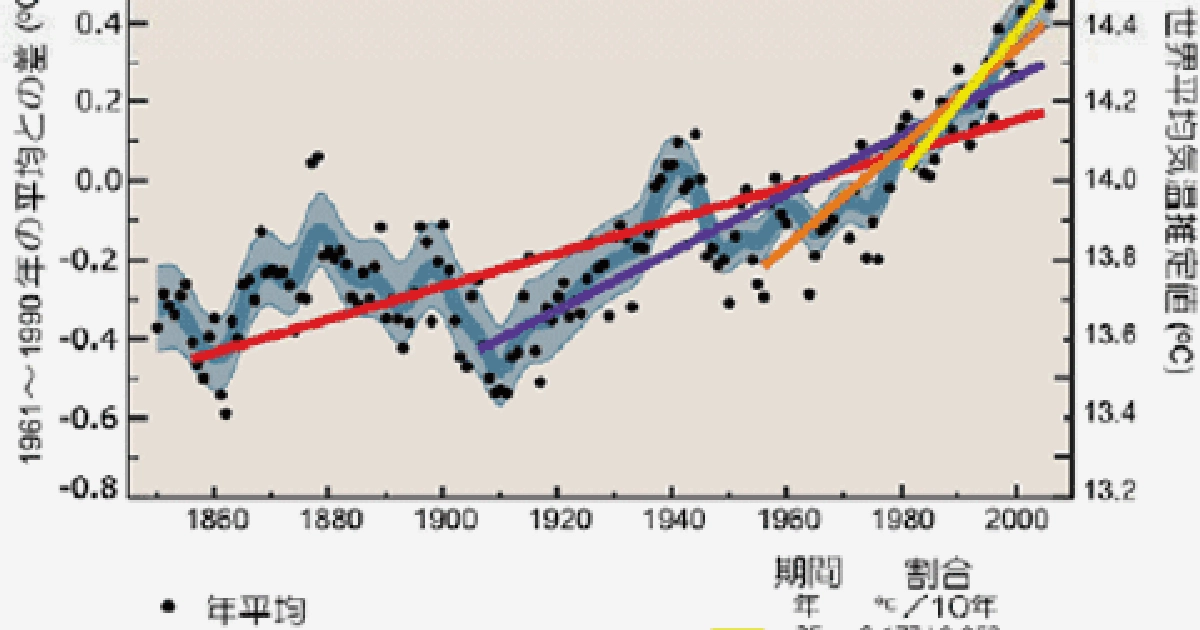
10. 急激な温暖化
2008.12.15
-
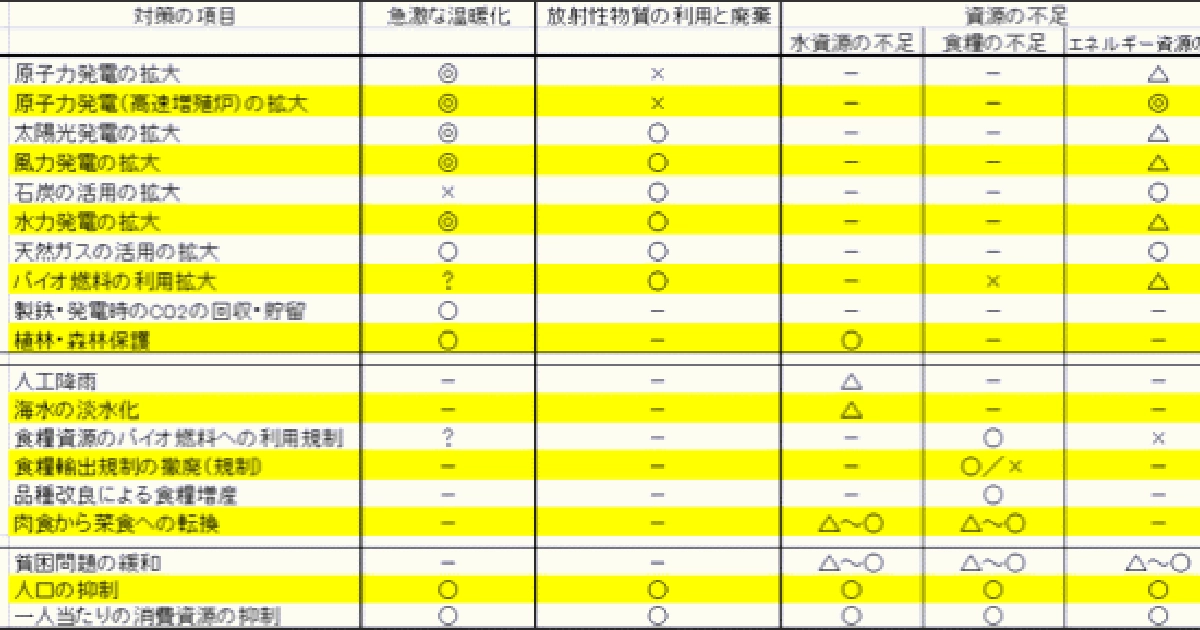
11.重要な環境問題に対してどんな対策があるか?
2009.01.15
-
12. これまでのまとめ
2009.02.15
-

13. factor4 とは?
2009.03.15
-
14.「労働生産性」から「資源生産性」へ
2009.04.30
-
15.「所有」から「利用」へ
2009.06.15
-

16. 松井製作所と factor4
2009.07.15
-
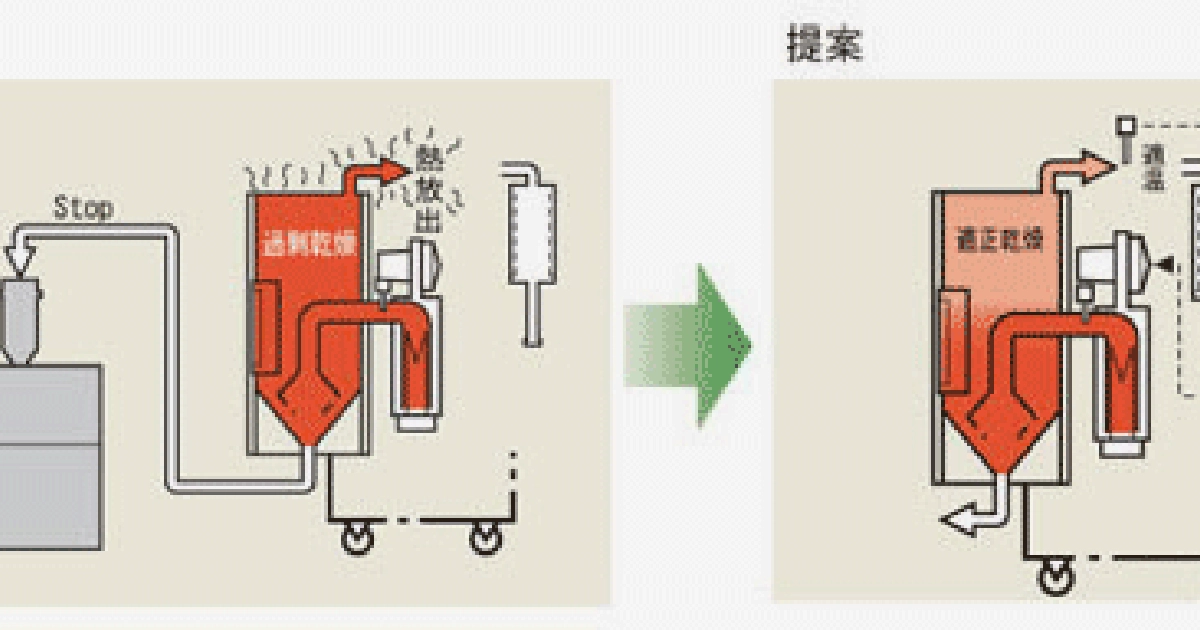
17. 成形工場の factor4 実現への提案例1
2009.10.08
-

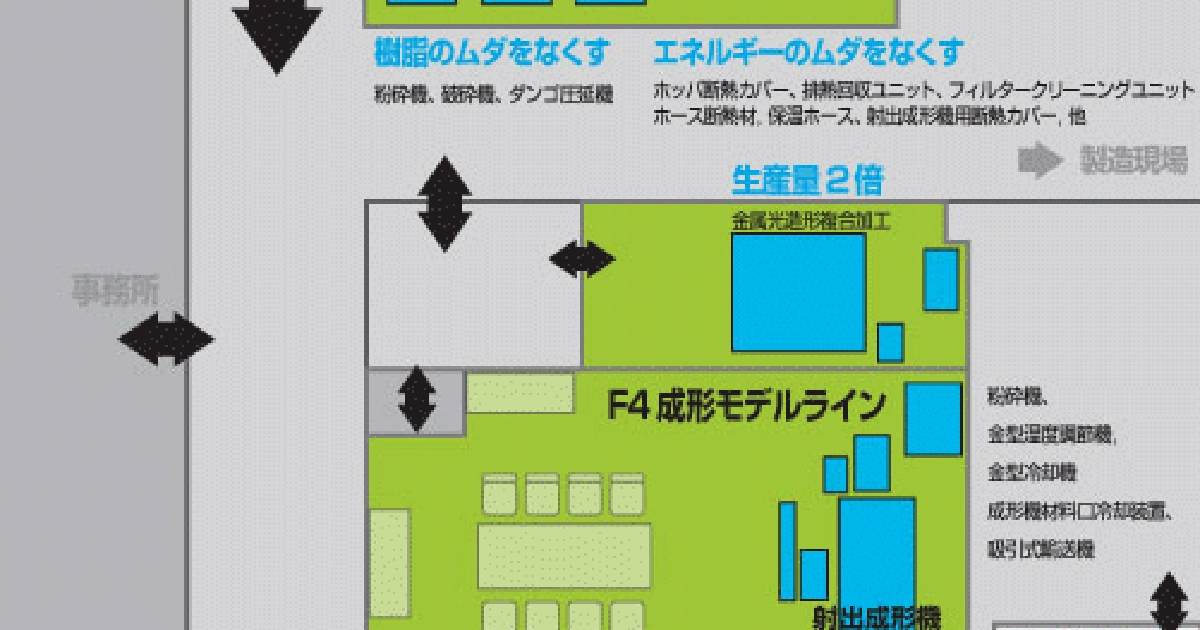
18. 成形工場の factor4 実現への提案例2
2009.11.05
-
19. 成形工場の factor4 実現への提案例3
2009.11.20
-
20. 全体のまとめ
2009.12.02