Representative's Green Column
19. Proposal #3 for realizing factor4 in a molding factory
2009.11.20
High cycle with new mold technology
In the previous column, "Proposal 2 for the realization of factor 4 in a molding factory", I took up a proposal to reduce waste and troubles related to cooling water in a molding factory.
This time, we will take up an example of a proposal that goes into the mold to increase the production volume per hour.
● Proposals to increase production per hour
In order to increase the production of molded products per hour, the following can be considered.
- Shorten the molding cycle.
- Reduce the defect rate.
- Reduce the frequency of setup changes and shorten the setup change time.
This time, among these, we will present an example of a proposal for cooling the mold to shorten the molding cycle.
● Problems related to mold cooling
In order to cool the molten resin in the mold, cooling water is passed through the mold to cool it. In this case, as a cooling water pipe, in most cases, only a straight water pipe can be passed through the mold in normal cutting.
Molds, including sprues and runners, have a variety of three-dimensional shapes, which makes it Emergency difficult to cool them quickly and evenly with a straight cooling water pipe. The molding cycle is determined by the slowest cooling part of the molten resin, so if it can be cooled uniformly at the highest possible speed, the molding cycle can be shortened.
To achieve this, we are proposing the following two technologies.
● Three-dimensional cooling water pipe by metal stereolithography composite processing
The first is the proposal of mold parts that make the water pipe three-dimensional by a new processing method called metal stereolithography composite processing.
In metal stereolithography composite processing, metal powder with an average particle size of about 20μ is spread to a thickness of 50μ and selectively irradiated with a laser to melt and bond only the necessary parts. After laminating this several times in the height direction, high-speed cutting is performed. In this way, the metal powder layer is melt-bonded and high-speed cutting is repeated to form a three-dimensional free shape. The mold parts that are finally output can be completed with an integrated Construction and cutting accuracy even if they have a complicated shape, and Inside there are three-dimensional water pipes and porous parts for venting gas. Can be installed freely.
An example of shortening the molding cycle using a mold part with a three-dimensional cooling water pipe created by this metal stereolithography composite processing is shown below.
Fig. 1 and Photo 1 show the cooling nest of an automobile parts mold with a three-dimensional water pipe. Due to the effect of this cooling water pipe, the cooling time is shortened from about 25 seconds to about 10 seconds in this example.
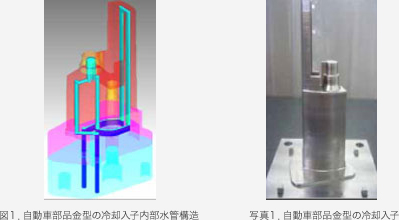
Fig. 2 shows a sprue bush with a slit-shaped cooling water channel Inside, which is Manufacture by metal stereolithography composite processing. Normally, the sprue is thicker than the molded part and it often takes time to cool, and although the product part can be cooled, the sprue part has not solidified yet, so it seems to be waiting. There are quite a few. In such a case, the cooling time can be significantly reduced by using a sprue bush provided with such a cooling water pipe.
We have partnered with OPM Laboratory, which has deep technology in metal stereolithography composite processing, and introduced a metal stereolithography composite processing machine in-house, and Manufacture from the proposal of mold parts with such 3D water pipes. Up to. The above example is also a track record at OPM Laboratory.
In addition to the features such as the three-dimensional cooling water pipe, let's provide a porous part for venting gas at any position in the mold part for the mold part using the metal stereolithography composite processing. It is also possible to do things.
● High-speed mold cooling technology using latent heat
The second proposal to cool the molten resin more uniformly at higher speed is a mold cooling technology that uses latent heat.
Figure 3 is a schematic representation of this technology. A cavity is created Inside the mold to match the shape of the molded product, and an appropriate amount of water is added to reduce the pressure Inside the mold to a pressure that boils at about 30 ° C to 40 ° C. And, on the upper part of the mold, place a heat Replacement that allows cooling water to pass through.
When the molten resin is injected into the mold, the temperature of the mold near the molten resin rises, and the water Inside the decompressed mold boils accordingly. The boiling steam then rises, is cooled by the heat Replacement at the top, returns to water, and falls down.
By repeating this, the heat of the molten resin is taken away at high speed by the heat of vaporization, and finally it is wasted to the cooling water through the heat Replacement. The so-called mold itself becomes like a heat pipe, and it is a technology that can uniformly remove heat from the molten resin at a Emergency high speed.
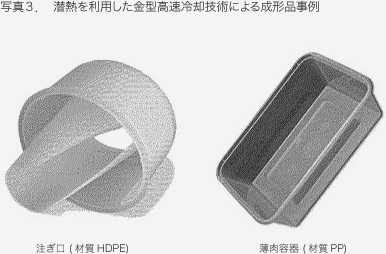
In the case of Photo 3 below, the molding cycle of each molded product is shortened by about 35% from 11.8 seconds to 7.0 seconds and from 3.8 seconds to 2.5 seconds.
We have partnered with Ritemp of Austria, which has a patent for high-speed cooling technology for molds using this heat, and if you provide a mold drawing without a cooling circuit, we will provide a mold with a cooling system of this technology. We provide design services.
● Other suggestions for increasing hourly output
In order to increase the production volume of molded products per hour, not only the parts related to the cooling of the mold, but also the shortening of the setup change time at the time of material change / mold Replacement, reduction of defects due to gas problems, etc. We are also working to make suggestions.
In the next column, I would like to summarize the previous columns.
November 20, 2009 Hironobu Matsui