代表のEcoコラム
19. 成形工場の factor4 実現への提案例3
2009.11.20
新しい金型技術によるハイサイクル化
前回のコラムでは、『成形工場のfactor 4実現への提案例2』ということで、成形工場での冷却水に関わるムダとトラブルを少なくする提案を取り上げました。
今回は、時間当たりの生産量を増やすための金型にまで踏み込んだ提案例を取り上げます。
● 時間当たりの生産量を増やすための提案
時間当たりの成形品の生産量を増やすためには、つぎのようなことが考えられます。
- 成形サイクルを短くする。
- 不良率を下げる。
- 段取替え頻度を少なく、段取替え時間を短くする。
今回は、これらのなかで、成形サイクルを短くするための金型の冷却に関する提案例を述べます。
● 金型の冷却に関する問題点
金型に入った溶融樹脂を冷却するために、冷却水を金型内に通して冷却することが行われます。この場合、冷却水管としては、通常の切削加工では、ストレートな水管しか金型に通せないのがほとんどです。
スプルーやランナーを含む成形品は、さまざまな3次元形状をしているために、ストレートの冷却水管で、これらを高速にしかも均一に冷却するのは非常に難しいことです。成形サイクルは、溶融した樹脂の中で、もっとも冷却が遅い部分によって決まるので、できるだけ高速に均一に冷却することができれば、成形サイクルの短縮が実現できます。
この実現のために、弊社では以下のような2つの技術を提案しています。
● 金属光造形複合加工による3次元冷却水管
一つ目は、金属光造形複合加工という新しい加工方法により水管を3次元形状にした金型パーツの提案です。
金属光造形複合加工では、平均粒径20μ程度の金属粉末を50μの厚さに敷き詰め、レーザで選択的に照射して、必要な部分のみ溶融して結合させます。これを高さ方向に 数回積層した後、高速切削を行います。このように金属粉末層の溶融結合と高速切削を繰り返していって3次元の自由な形状を造形していきます。最終的にアウトプットされる金型パーツは、複雑な形状であっても、一体構造且つ切削精度で完成させることができ、さらに内部には3次元状の水管やガス抜きのためのポーラス部などを自由に設置することができます。
この金属光造形複合加工によって作成した3次元冷却水管を持った金型パーツを用い、成形サイクルを短縮した例を以下に示します。
図1と写真1は、3次元水管を持った自動車部品金型の冷却入子で、この冷却水管の効果により、この実例では、冷却時間が約25秒から約10秒に短縮されています。
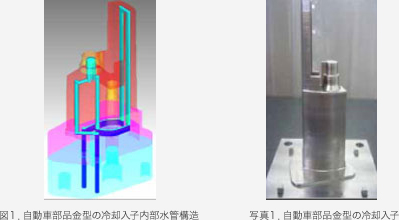
図2は、内部にスリット状の冷却水路をもうけたスプルーブッシュを金属光造形複合加工で製作したものです。通常は、成形品の部分よりスプルーの方が太くなっており冷却に時間が掛かる場合が多く、製品部分は冷却できているのに、スプルー部分がまだ固化していないので待っているような成形が結構あります。そのような場合には、このような冷却水管を設けたスプルーブッシュを用いることにより、冷却時間を大幅に削減できます。
弊社では、金属光造形複合加工に深い技術を持ったOPMラボラトリー社と提携し、社内に金属光造形複合加工機を導入して、このような3次元水管をもった金型パーツの提案から製作までを行っている。上記の実例もOPMラボラトリー社での実績です。
金属光造形複合加工を用いた金型パーツには、このような3次元冷却水管のような特徴以外にも、金型パーツ内の自由な位置にガス抜きのためのポーラス状の部分を設けようなことも可能になっています。
● 潜熱を利用した金型高速冷却技術
溶融した樹脂の冷却をより高速により均一に冷却するための2つ目の提案は、潜熱を利用した金型冷却技術です。
図3は、この技術を模式的にあらわした図です。金型内部に成形品の形状に合わせた形で空洞を設け、ここに適量の水を入れて、内部を30℃~40℃程度で沸騰するような気圧まで減圧します。そして、金型上部には、冷却水を通す熱交換器を配置しておきます。
溶融樹脂が金型内に射出されると溶融樹脂に近い部分の金型の温度が上昇し、それに伴い、減圧された金型内部の水が沸騰します。そして沸騰した蒸気は、上昇し、上部の熱交換器によって冷却されて再び水に戻り、下に落ちます。
これを繰り返すことにより、溶融樹脂の熱が気化熱によって高速に奪われ、最終的には熱交換器を通して、冷却水に廃熱されます。いわゆる金型自体がヒートパイプのようになって、非常に高速にしかも均一に溶融樹脂から熱を奪うことができるという技術です。
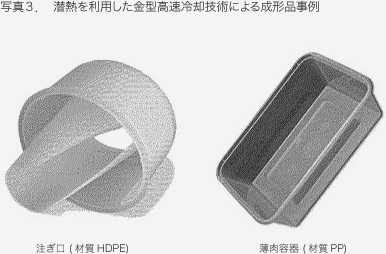
下記の写真3の事例では、それぞれの成形品の成形サイクルは、11.8秒 → 7.0秒に、3.8秒 → 2.5秒にいずれも 35%程度成形サイクルの短縮を実現してます。
弊社では、この熱を利用した金型高速冷却技術のパテントを持つオーストリアのRitemp社と提携し、冷却回路無しの金型図面を提供してもらえば、この技術の冷却システムを付加した金型を設計するサービスの提供を行っている。
● 時間当たりの生産量を増やすためのその他の提案
時間当たりの成形品の生産量を増やすために、このような金型の冷却に関わる部分だけでなく、材料替え・金型交換時の段取り替え時間の短縮や、ガスの問題による不良の低減などにも提案をするべく活動を行っています。
次回のコラムでは、これまでのコラムのまとめを行いたいと思います。
2009年11月20日 松井 宏信