
采用将超临界状态的气体直接溶入树脂的物理发泡方式。通过高发泡性和适用范围广的成形方法,实现轻量且尺寸稳定性良好的射出成形品、吹塑成形品的生产。
什么是MuCell ®微发泡成型?
关于MuCell ®微发泡成形
是直接利用从大气中取出的氮和二氧化碳,使树脂溶入的物理发泡式的成形方法。具有比化学发泡发泡力更强,更环保的特征。
成形流程 (机构)
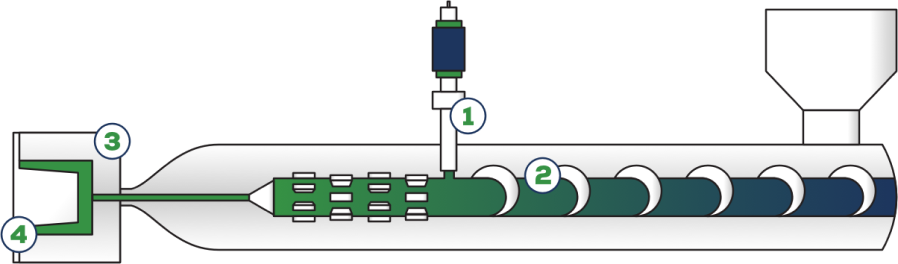
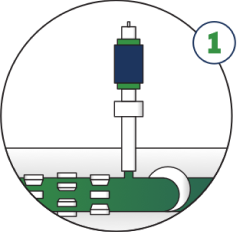
在塑化过程中,将精确称重的超临界状态的氮或二氧化碳 (SCF) 通过安装在桶上的专用喷射器注入到树脂中。
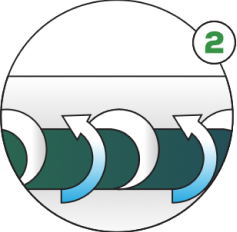
通过在塑化桶中具有特殊设计的混合部的螺杆,在熔融树脂中均匀地分散、混合SCF并使其溶解,形成单一相熔融物。
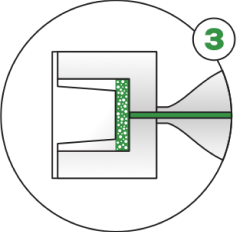
当熔融树脂被注射到模腔中时,由于模腔中的压力下降而形成发泡单元的芯。分散在分子中的SCF形成具有固体皮层的均匀的独立发泡结构.。
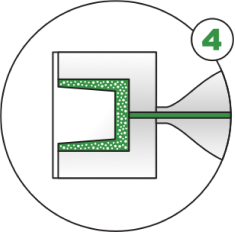
受控制的泡沫单元的生长取代了压力保持步骤,并且在整个模腔中施加均匀且低压的填充压力。填充模具型腔后,单元停止生长。
MuCell ®功能
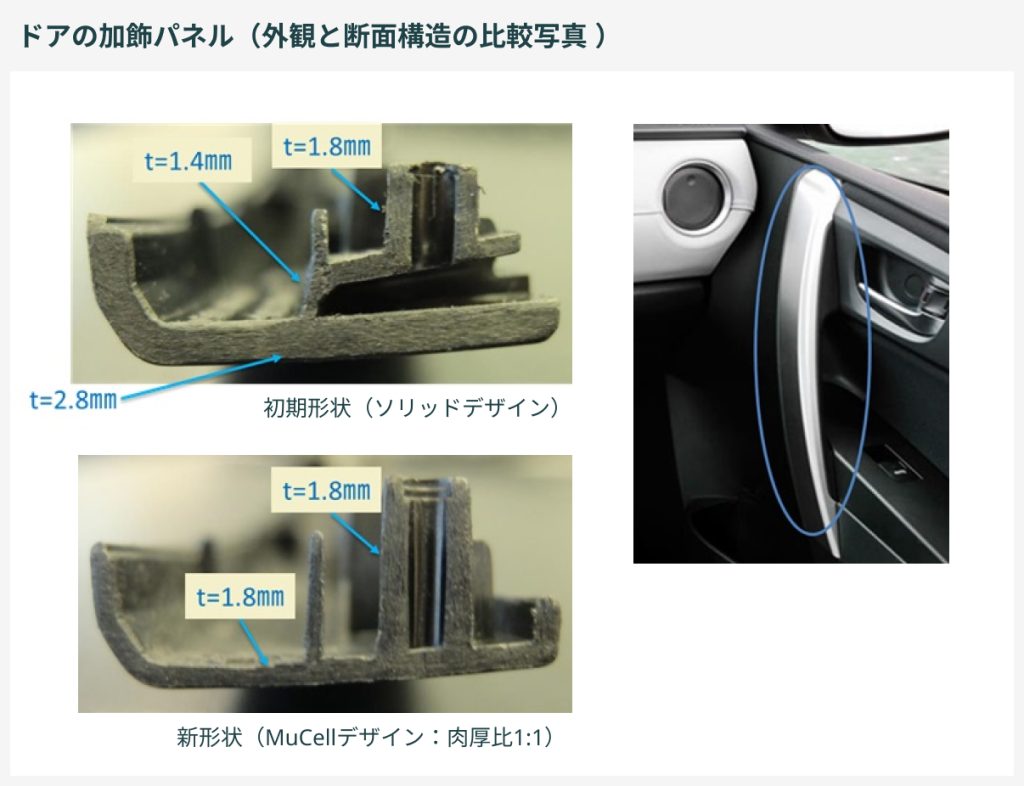
减少树脂使用量
通过树脂发泡,可以实现轻量化、减少树脂使用量。另外,通过发泡可以防止缩孔,可以实现前所未有的设计,通过减少成型品的体积,可以进一步减少树脂的使用量。
索里·希克的改善
由于用树脂发泡体代替保压,因此可以防止缩痕的发生。大多数情况下,设置与基本厚度相同厚度的筋不会在成型品上造成缩痕。
另外,由于不再需要保压,因此能够改善由保压引起的翘曲。
提高工作效率
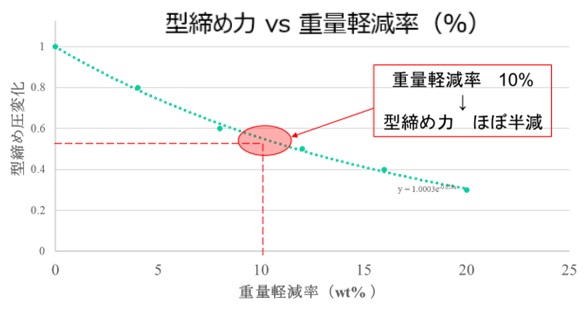
这是一种不使用保压的成型方法,因为发泡可以防止缩痕。这使得锁模力可减少约50%(减重率10%),从而减少成型机的锁模吨位。
此外,使用相同的成型机,可以实现两倍的成型数量。此外,通过保压过程中节省的时间可以缩短循环时间。
成形事例





