What are the gas problems that occur in molds? The mechanism of occurrence and the importance of countermeasures
Gas troubles that affect quality and productivity
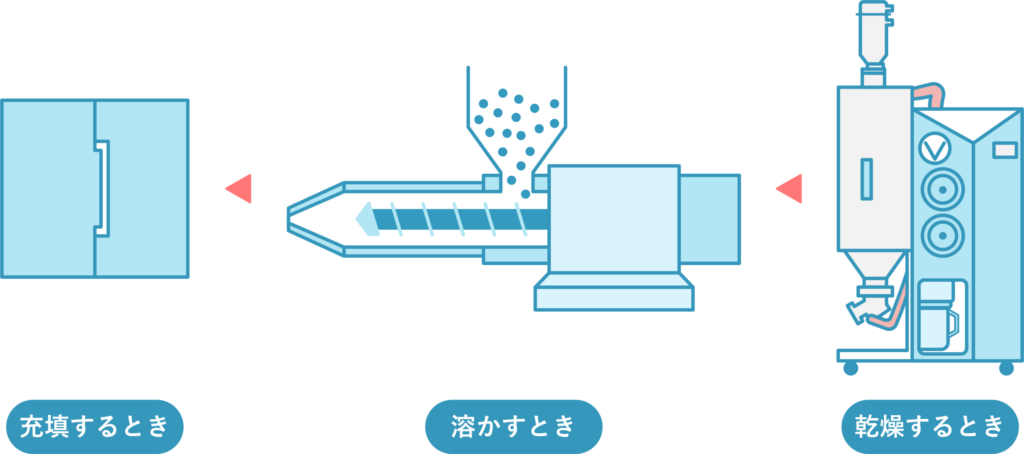
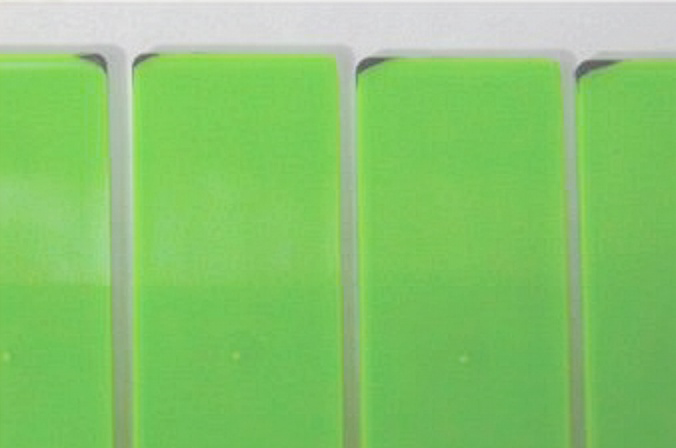
Gas problems in plastic molding are one of the causes of troublesome problems such as molding defects and increased mold maintenance. Gas is generated when resin is overheated during the drying process, melting, injection, and filling processes. If this gas remains in the mold, it can lead to molding defects such as "burning" and "short shots," and become a factor that hinders stable production.
As a countermeasure, many molds are designed with gas vents (exhaust mechanisms) in place from the design stage to ensure an escape route for the gas. However, many people on-site complain that "even though there is a gas vent, the gas does not escape sufficiently," or "frequent maintenance is necessary to avoid gas burns, which is a big burden." If the gas does not escape completely and remains trapped, not only will molding defects occur, but frequent maintenance will also increase the number of short stops, resulting in a significant drop in productivity.
Have you ever experienced a gas problem that you know is wrong but is difficult to fix?

Gas generation mechanism
Gas generation in plastic molding is not due to a single factor. It occurs due to a combination of multiple factors, such as the state of the resin, molding conditions, and mold design. Here, we will organize the reasons why gas is generated and why it accumulates.
◆ Main causes of gas generation
① The moisture remaining in the resin evaporates
Resin that has not been dried sufficiently will retain a small amount of moisture, which evaporates when melted or heated, and turns into water vapor.
② Evaporation and decomposition of volatile components and additives in resin
When heated, additives contained in resin and degraded components of recycled materials volatilize and decompose, generating gas. Also, if the melting temperature or mold temperature is too high, or if the retention time is too long, the resin itself may thermally decompose, increasing the amount of gas.
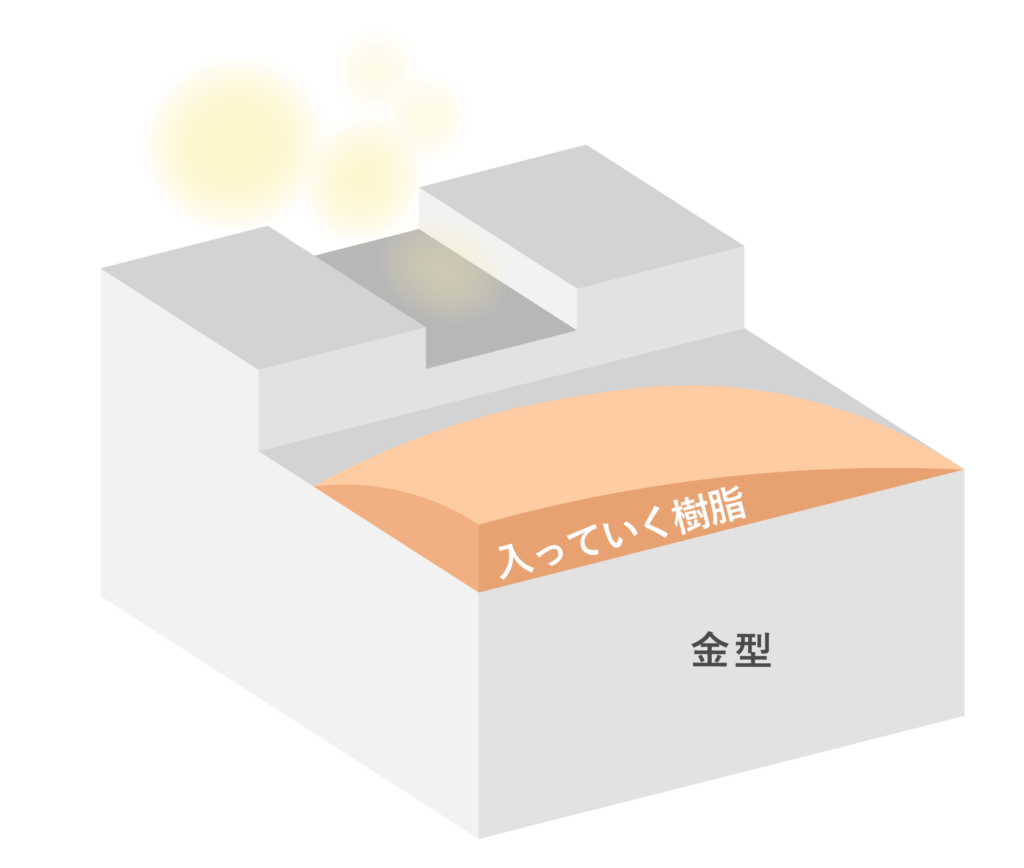
③ The air inside the mold is compressed
During injection, when the molten resin is filling the mold, any air remaining in the mold may not be able to escape and may become compressed. If the vent is insufficient or clogged, the compressed air will become very hot, causing "gas burns" or "short shots."
◆ Reasons why gas stagnates
Molds are normally equipped with vents to allow gas to escape, but these may not function properly for the following reasons:

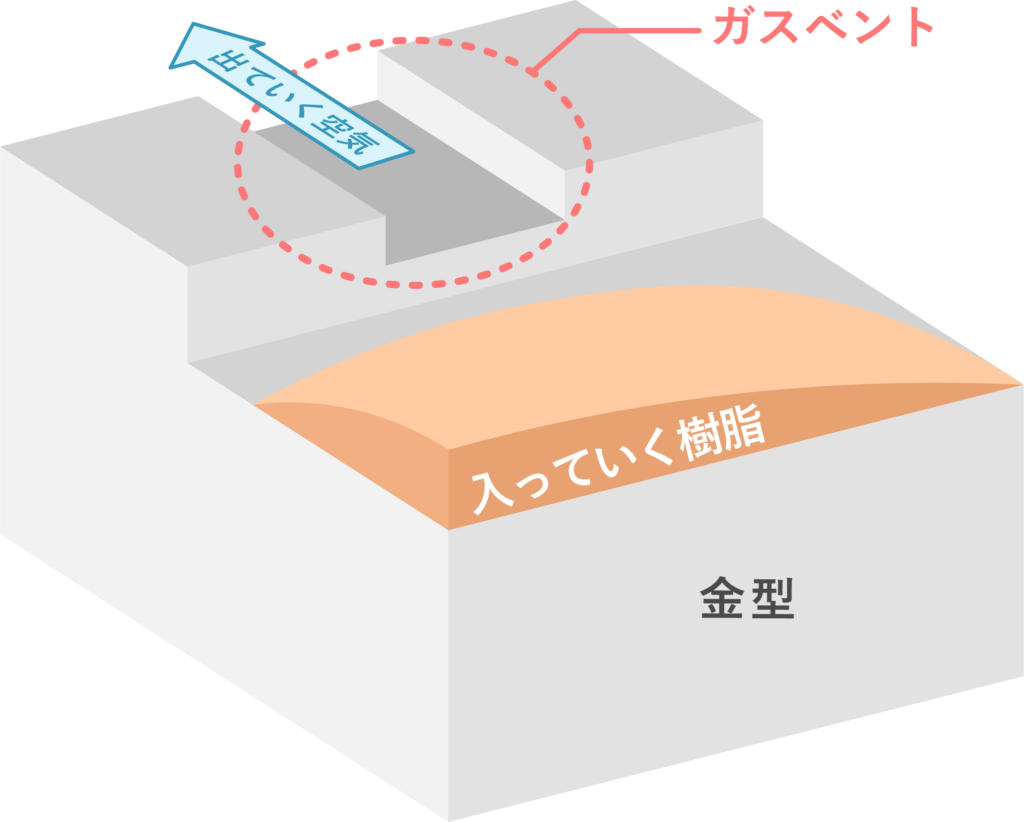
The gas is pushed out by the inflowing resin and discharged out of the mold through the gas vent.
① The exhaust capacity of the vent is insufficient
Depending on the product shape and flow end structure, the designed vent may not be able to fully discharge the gas.
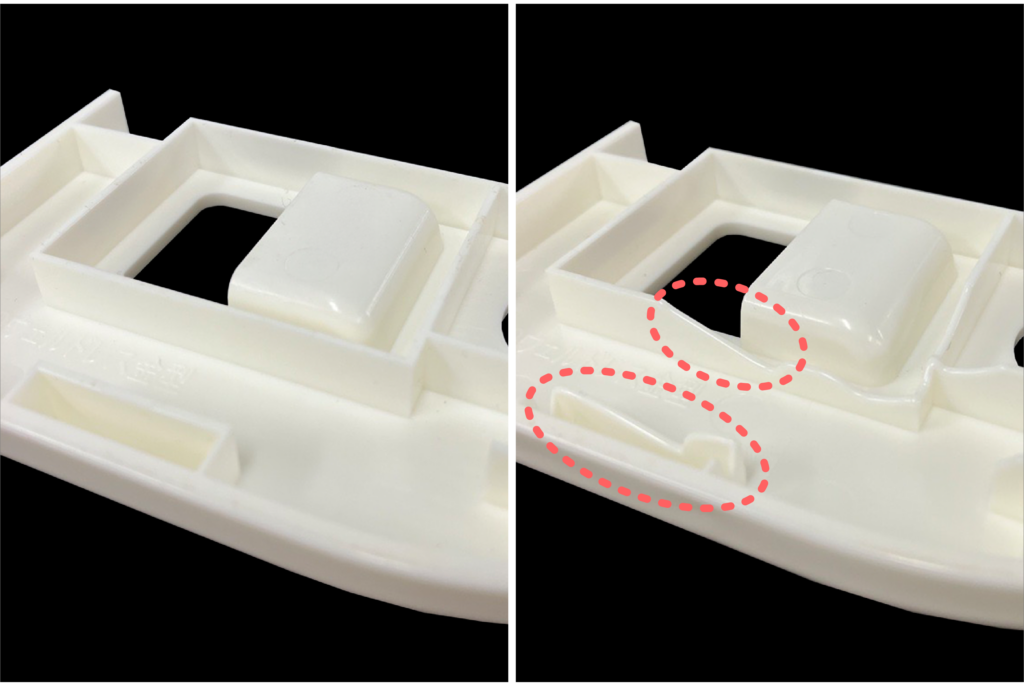
② The gas cools and solidifies, clogging the vent.
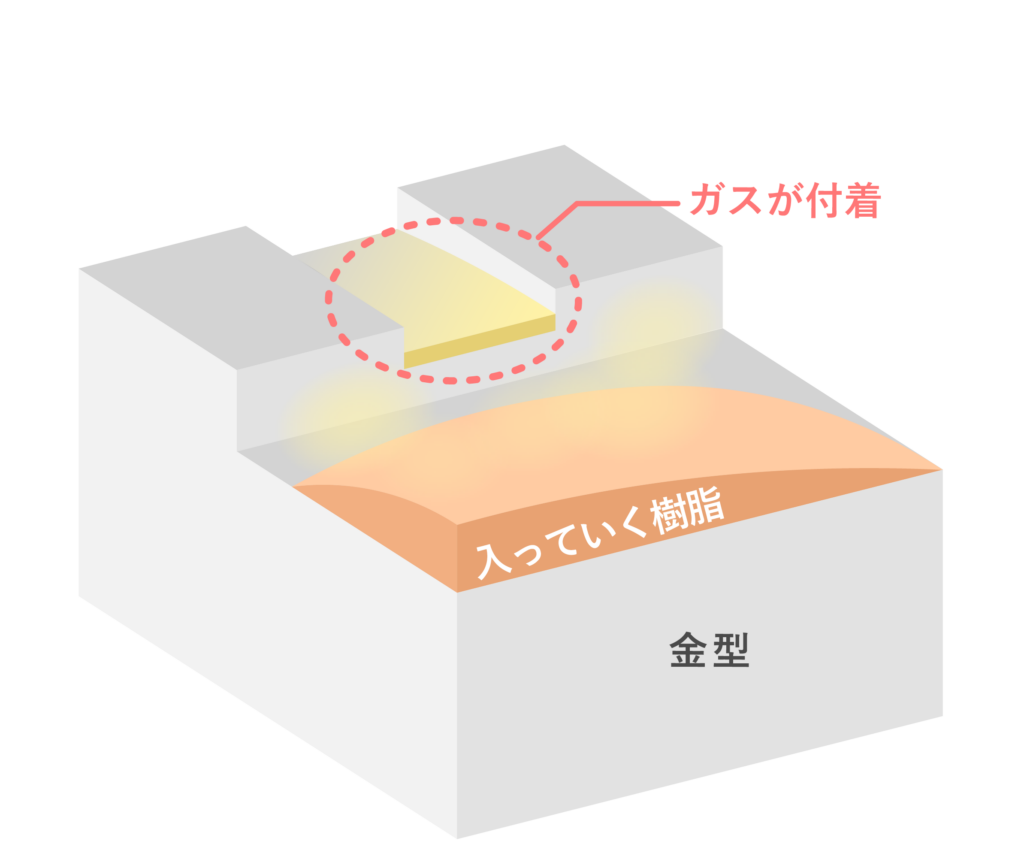
The generated gas tends to solidify when cooled, adhering to the inside of the vent and hindering ventilation. Although gas escapes easily in gaseous form, once it solidifies it becomes contaminants that clog minute gaps, causing a rapid decline in gas escape.
Gas is being released normally
Solidified gas adhered to the vent
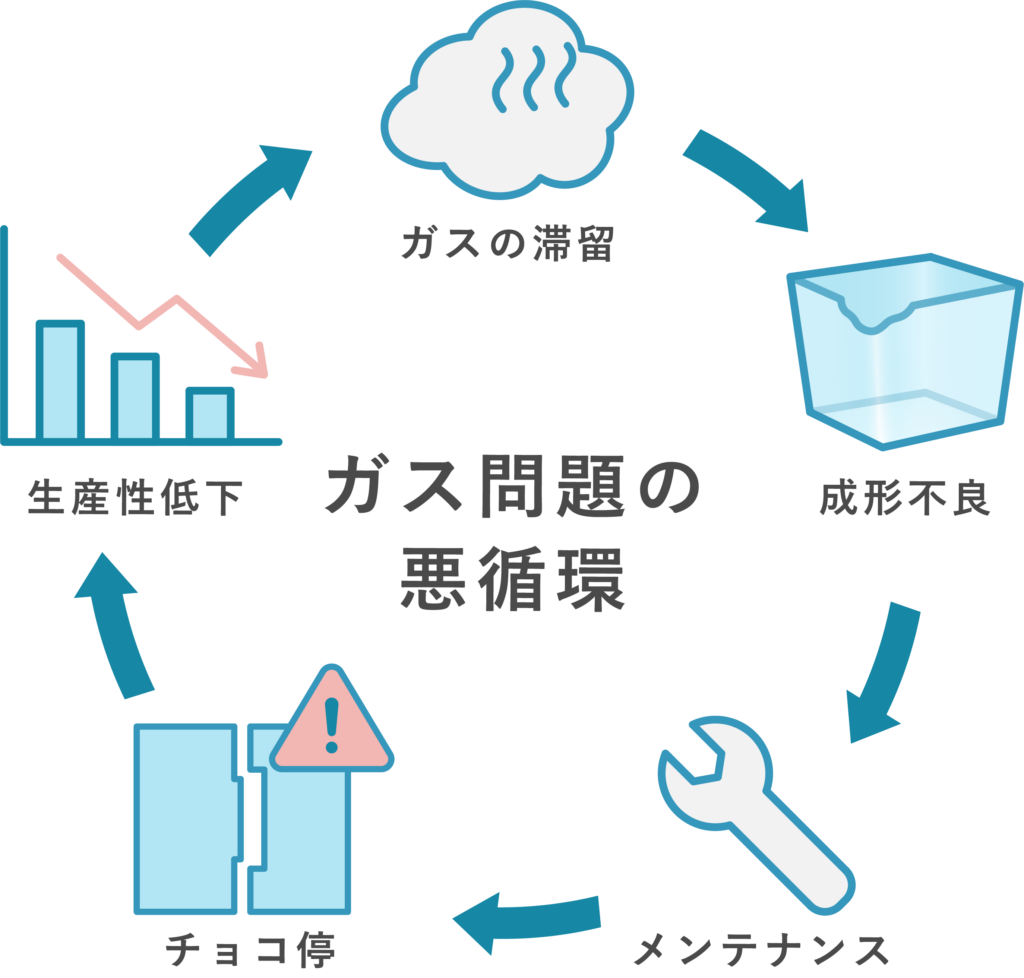
◆ Negative effects of gas stagnation
When gas accumulates inside a mold, it first adheres to the mold and solidifies, and as the vent becomes clogged, it becomes even more difficult for the gas to escape. As a result, molding defects such as burn marks and short shots are more likely to occur. To prevent this, maintenance such as disassembly and cleaning of the mold is required, and the more frequent the maintenance, the more frequent the short stops will be, reducing production time and significantly reducing productivity. Even if maintenance results in temporary improvement, if the underlying cause is not resolved, the problem will recur, placing a heavy burden on the production site.
In this way, gas accumulation can cause molding defects and reduced operating rates, hindering stable production on site.
Why is gas trouble prevention attracting attention now?
In recent years, interest in "gas countermeasures" has been growing at molding sites. Behind this is an industry-wide trend, such as changes in materials and the increasing precision of molded products.
◆ The use of high-performance resins is increasing, and gas factors are becoming more complex
In recent years, high-performance resins with heat-resistant and strength have been increasingly adopted in a wide range of fields, including electronic components, automobiles, and medical care. While these resins have excellent performance, they tend to generate gas during molding, and there are increasing cases of gas remaining in the mold, leading to defects (e.g., PPS, PEEK, LCP).
Main factors that can cause gas
・Most molding is done in high temperature ranges
・There are resins with moisture absorption properties
Many additives are used
The combination of these factors increases the amount of gas generated during molding, making it more likely that gas will remain inside the mold, increasing the risk of defects such as burns and short shots.

In particular, polyphenylene sulfide (PPS), polyether ether ketone (PEEK), and LCP resin (liquid crystal polymer) are typical resins that are prone to gas problems.
◆ Fine, thin-walled molded products have a structure that makes it difficult for gas to escape
In recent years, there has been an increase in miniaturized and thin-walled products, such as optical communication components and connectors. In molds with complex shapes and many narrow gaps, it is difficult for gas to escape, and even a small amount of remaining gas can lead to defects.
Main factors that make it difficult for gas to escape
- Complex shapes and many narrow gaps
・Increasing number of minute cavities
・Gas passage is limited due to thinning
These factors have led to issues such as unstable dimensions, a tendency for mold release problems to occur, and a shorter maintenance cycle.
◆ On-site demand: "A reliable method for discharging gas"
As a result of these increasingly sophisticated materials and stricter product requirements, gas management is becoming more important than ever. More and more workplaces are finding that gas venting alone is not enough to remove all the gas, and that the increased frequency of maintenance is causing problems, and there is a growing need for a method to reliably release gas from inside molds.
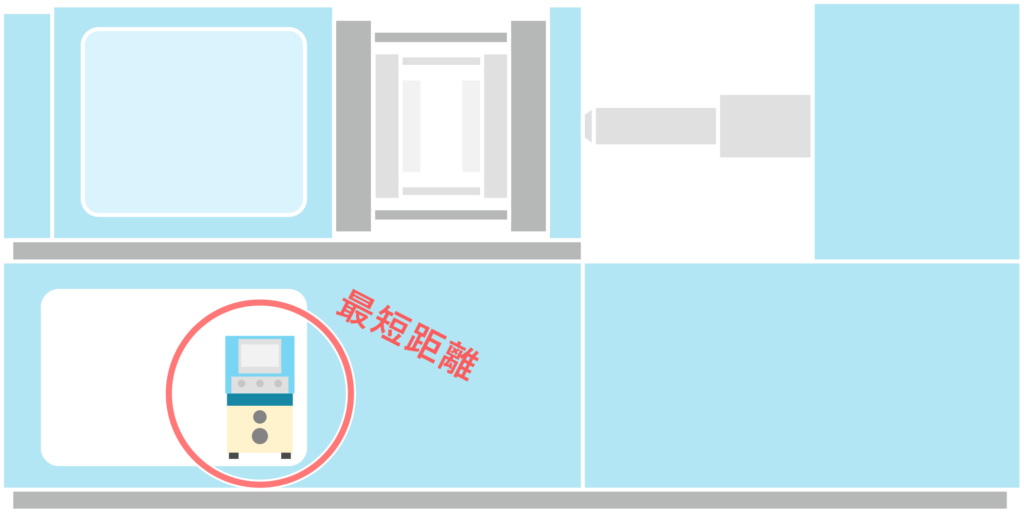
One solution that has attracted attention is a "gas suction device" that forcibly sucks out gas from inside the mold. This approach aims to achieve stable molding and reduce maintenance burden by discharging gas while it is still in vapor form and preventing vent clogging.
>Prevent gas defects during injection molding!
Features of MAG
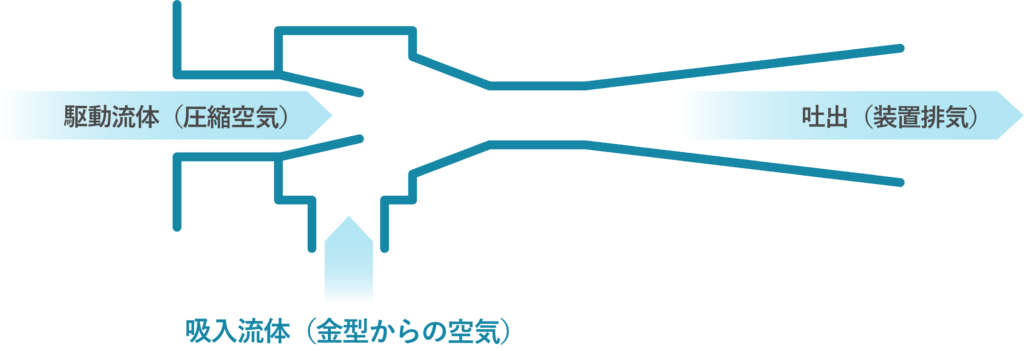
1. Equipped with an ejector for instant gas suction
To prevent gas from adhering to the mold, it is essential to suck out the gas within just a few seconds after injection, until the resin is filled in. This device uses an "ejector" that enables instantaneous gas suction that follows the molding cycle.
2. Two types of suction modes prevent mold temperature from dropping
When gas is sucked in, the mold temperature may drop. If the resin's fluidity is impaired, there is a concern that the increased resistance heat may cause gas generation. In other words, in order to avoid cooling the mold, it is important to "not suck in more than necessary."
This device allows you to select the optimal function from two suction modes to efficiently suction gas without overcooling the PL surface, preventing a drop in mold temperature.
Operation can be adjusted in 0.1 second increments, maintaining stable temperature conditions suitable for molding.
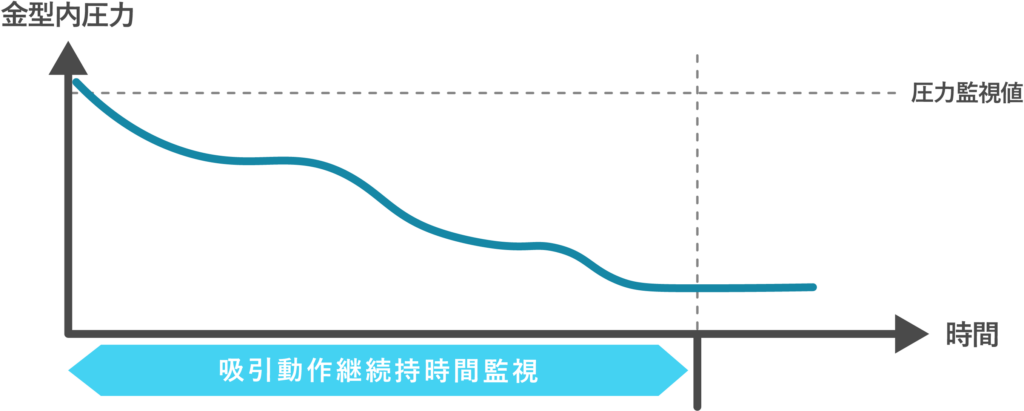
Pressure Control Mode
This mode performs suction only for a pre-designed time at a stage appropriate for a certain suction pressure. It is suitable for molding that requires high transfer or when strict pressure control is required.
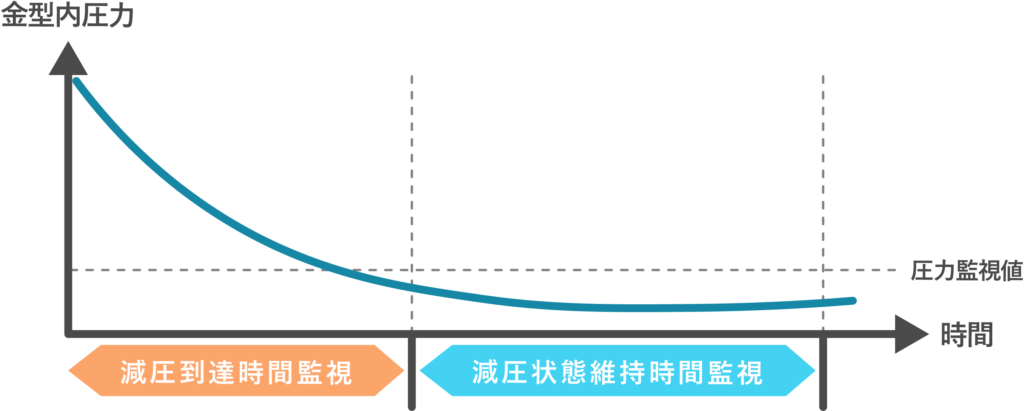
Time Control Mode
This mode performs suction for a specified period of time without being affected by fluctuations in suction pressure. This is effective when you want to perform continuous, stable suction even under conditions where pressure is prone to fluctuate.
3. Accurately determine the optimal timing for maintenance
The filter exhaust anemometer allows you to understand the filter condition numerically, without relying on intuition or regular time management. By visualizing the collection status of the rear filter and understanding the amount of gas collected (collection efficiency), you can accurately determine the appropriate time for maintenance. This helps maintain stable suction power and prevents a decline in molding quality.

4. Compact design does not interfere with on-site wiring
Its compact design allows it to be installed near the mold, eliminating the need to worry about the equipment taking up space or restricting the flow of workers, and it can be smoothly incorporated into existing lines.