瞄准模具工厂的factor4
缩短成型周期的关键在于冷却!
2022.03.23
什么是成型周期?
成型周期是指从开始到结束一系列成型过程所花费的时间。
具体示例)
模具关闭3秒+注射1秒+保压5秒+冷却20秒+模具打开2秒+产品取出5秒=成型周期36秒
由于在成形1个循环周期内有各种各样的工序,因此在保证质量的同时,减少各工序所需的时间,缩短1个循环周期的时间,有助于提高成形效率。
为什么成型周期会延长?
缩短成型周期对提高成型效益至关重要。然而,根据零件的形状,实际上试图缩短它并不容易。你有没有经历过你挑战的成形失败,最终放弃了?
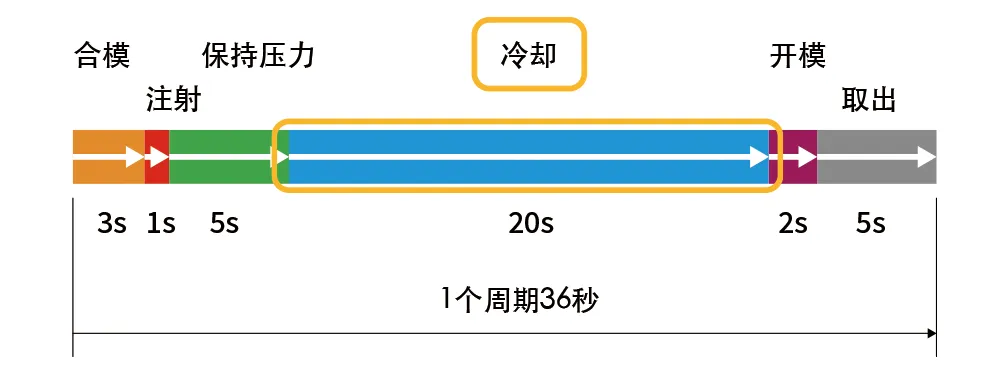
为了缩短成型周期,采用冷却方法可能是有效的,因为冷却方法在一个循环中占用的时间最多。为了减少冷却时间,有什么样的方法呢?
我们将从不同角度推荐解决方案,以保持初始周期并进一步缩短周期时间。
缩短冷却时间的方法
拉丝的改进


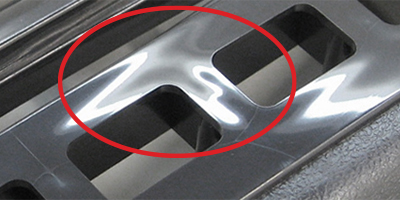
零件的拉线是由于成型机喷嘴的温度高而引起的。
这个问题可以通过增加冷却时间来解决,但这会增加循环时间。因此,使用隔热浇道套是有效的。
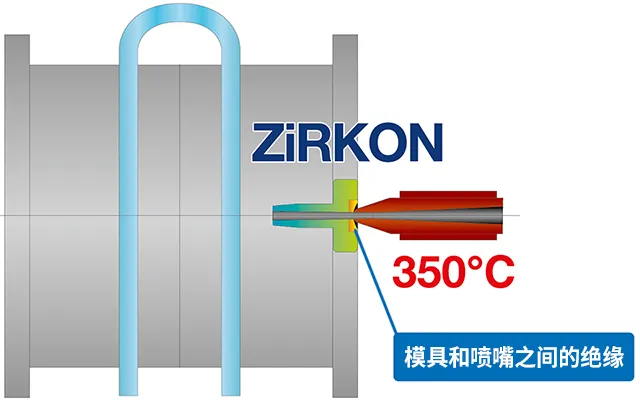

隔热浇道套 ZiRKON在喷嘴接触处有一个陶瓷嵌件,可防止热量传递到模具。通过消除向模具的热传递,浇道内的树脂在不受热影响的情况下迅速硬化,从而改善拉丝性。
改善偏肉部分的褶皱
颈部是为了加强薄的部分和凸台等厚度不均匀构造而附加的加强筋,容易下沉。

一般采取较长的冷却时间来应对收缩。
发泡成型是一种在不增加冷却时间的情况下防止缩痕的有效方法。 ⇒穆细胞
通过向溶解树脂中注入气体,可以在树脂中发生内部发泡并且可以抑制缩痕。
缩短堆的冷却时间
在成型薄壁、多片、多点浇口等构造时,浇道部往往比成型品更大、更厚。然而,冷却需要很长时间,因为需要等到厚的浇道部分硬化。

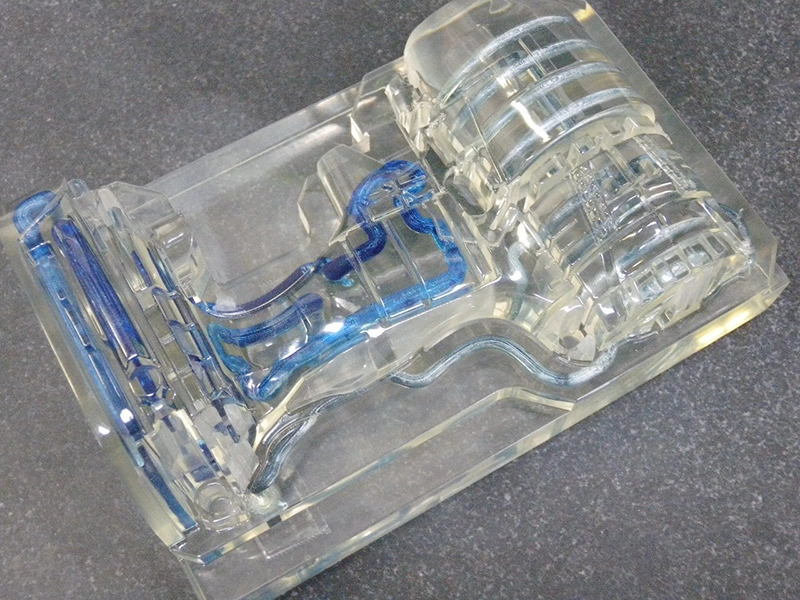
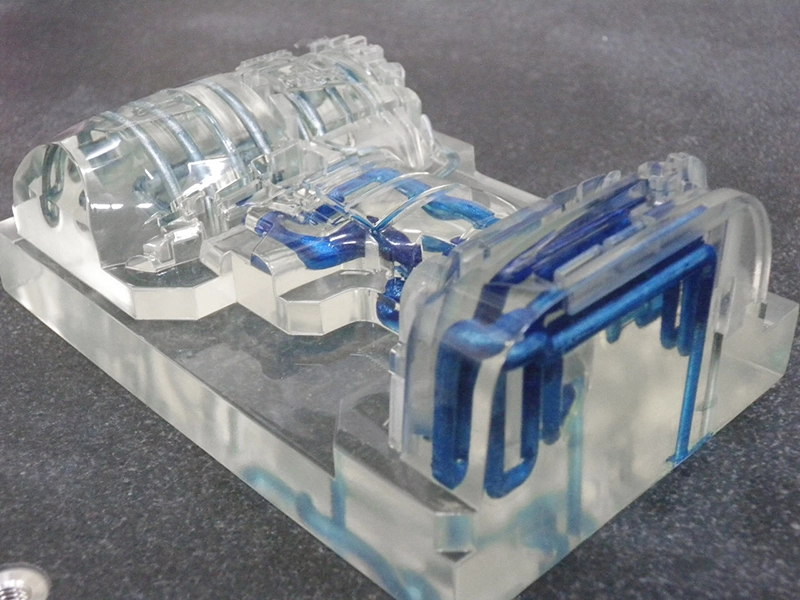
因此,就有了使用 带3D水管的浇道套的方法。
如今,制造具有复杂三维构造的水管比金属3D打印机更容易,因此通过主动冷却浇道部分,可以缩短冷却时间。
提高冷却效率的水管设计
复杂的水管不仅适用于波纹。
即使由于芯侧结构复杂而无法设计水管,也可以通过使用 3D 金属打印机制造模套来解决。详情点击这里⇒ 3D水管插入
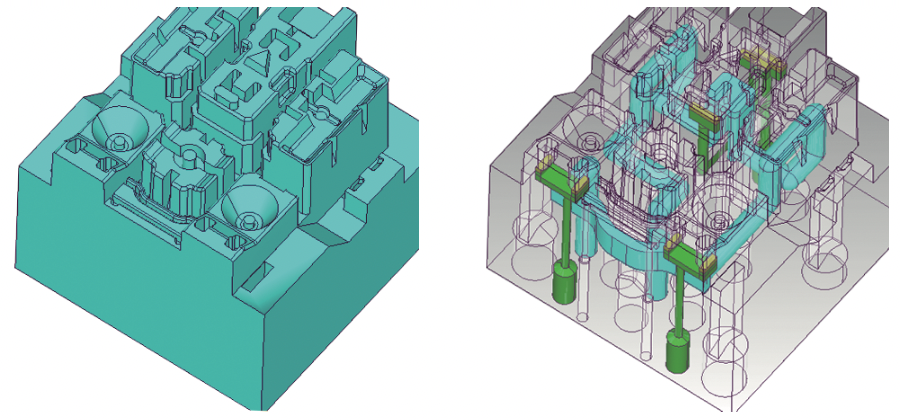
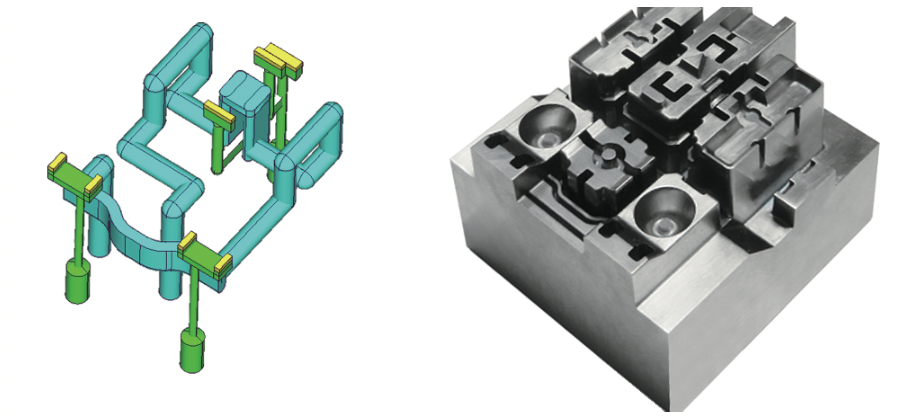
使用3D金属打印机,您可以为复杂形状的产品设计最佳的水管。通过优化水管,均匀冷却,提高效率,即使在短时间内也可以获得好产品。根据条件和材料,可以大大缩短成型周期。
防止模具结露
缩短成型周期模具可能冷却过度并且可能发生冷凝。
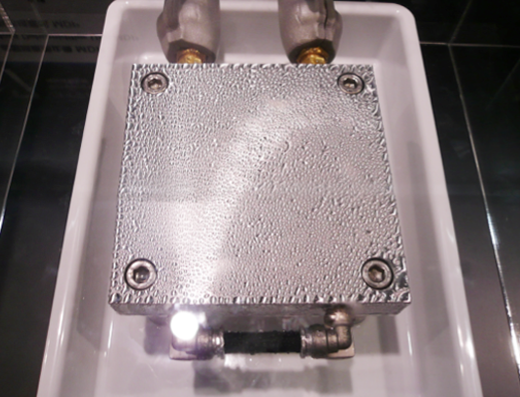
解决模具结露的方法之一是“防霉结露装置”。
通过吹低露点空气,减少模具周围空气中的水分,防止模具结露,可将冷水机水的温度调低,从而缩短成型周期。
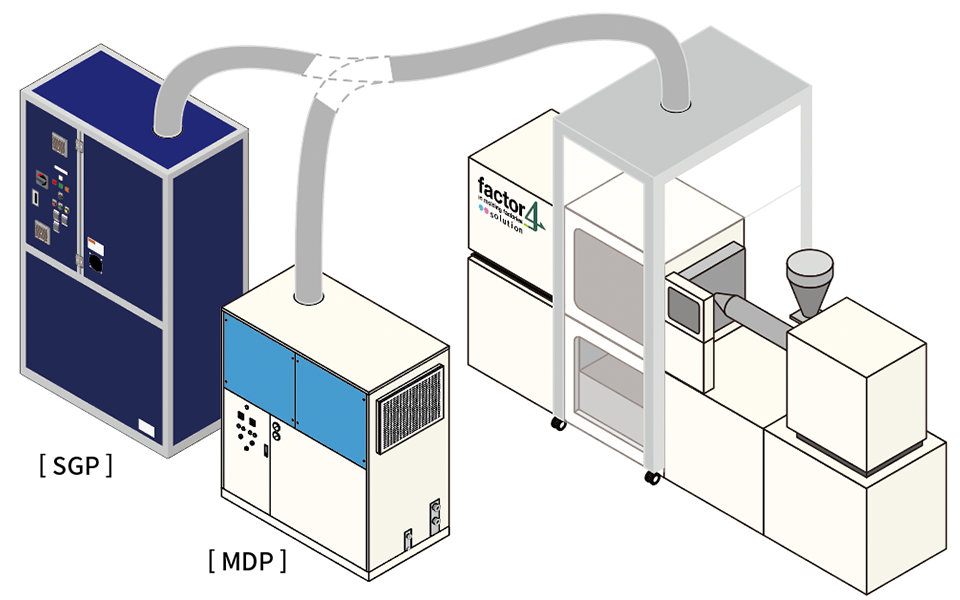
详情请点击这里⇒防结露装置 SGP
如何保持冷却时间
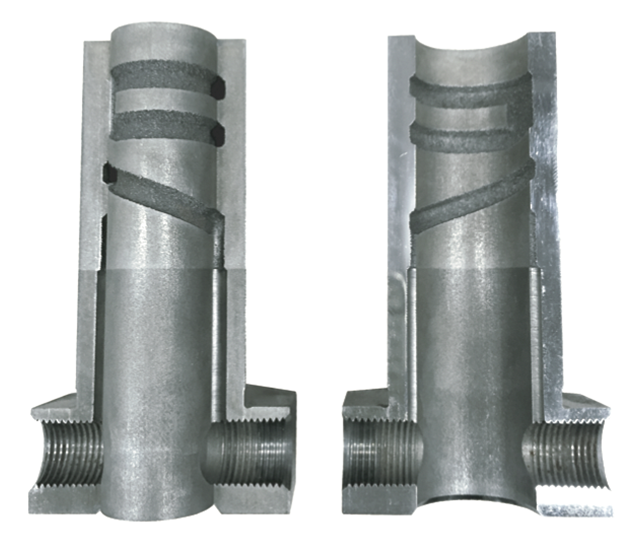
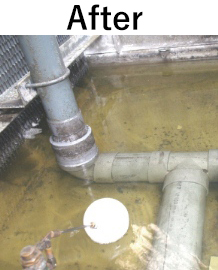
模具温度控制器和冷却器对于冷却模具是必不可少的。但是,由于这些都是用水冷却的,长期使用后,铁锈、异物和水垢不可避免地会内部积聚。水垢是水中所含的钙、镁等矿物质,当它沉淀硬化时,会变得像石头一样坚硬,不易去除。


如果水垢等粘在模具的水管内部,水将难以流动,水流量会下降。
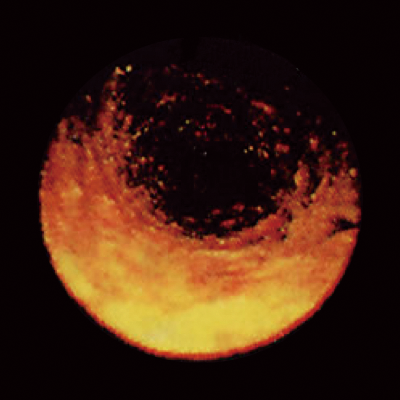
其实在上图中的模具中,原本以18Lmin流动的水流已经下降到了8Lmin。随着水流量下降,热交换率也下降。
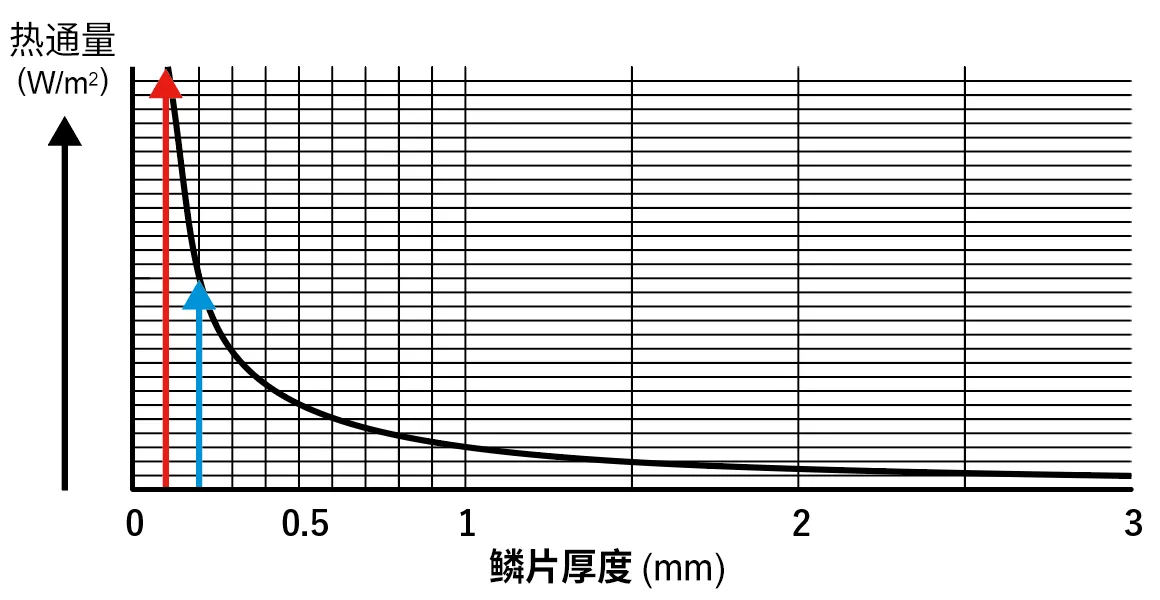
如图所示,只需将鳞片的厚度从 0.1 毫米增加到 0.2 毫米,热通量就会减半。结果,热交换效率下降,与开始成型时相比需要更长的冷却时间。
清洗模具水管水垢
清除霉菌水管上的水垢的方法有多种。这些方法包括使用化学品、重新钻孔、用砂轮或钢丝刷刮擦以及超声波清洗。
然而,化学物质也会对人体和环境造成影响,并损害霉菌,从而带来风险。我们想介绍一种称为低压组合水射流清洗的方法来解决水垢问题。

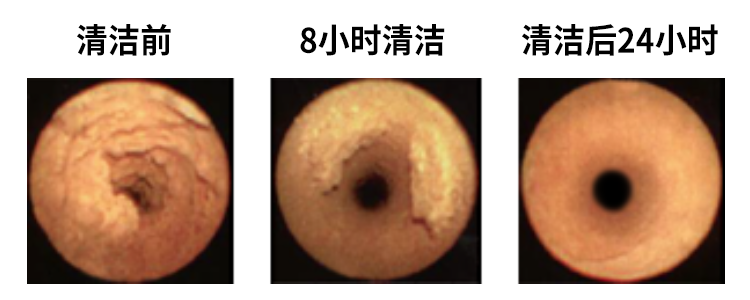
低压复合水射流清洗的最大特点是不使用任何化学药品。
含有空气的水通过水管产生气蚀作用,去除水管内部的水垢和铁锈。由于只使用水和空气,因此清洁用水无需中和或作为工业废物处理,可直接排放。
通过改善水质来防止产生水垢
通过改善水质,也有抑制规模本身发生的方法。
带过滤器的离子交换软水机利用离子交换原理分离水中溶解的镁、钙等引起水垢的矿物质,使水软化。用过滤器滤掉漂浮的异物。 ⇒预清除
另一个优点是它可以很容易地连接到现有的循环管线上,因此不需要改变大规模的管道线路。
还有一种不用过滤器的方法。无过滤器过滤器使用重力离心机去除比水重的污染物。异物聚集在机身下方,可轻松从底部排出。由于没有过滤器,因此无需更换,免维护。

工厂冷却系统的新选择
目前主流是水冷式
放眼全球,水冷式冷却系统占据了工厂冷却系统的绝大部分。
水冷式大致分为开放式和密闭。
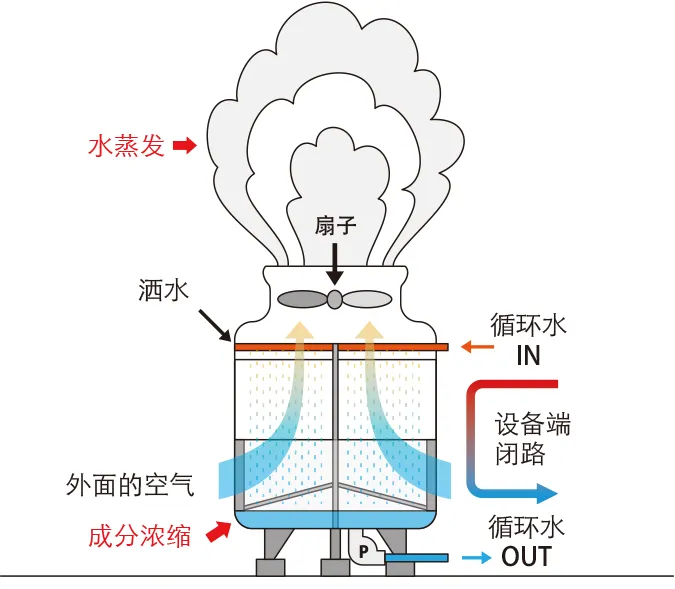

在开放式冷却塔中,从工厂排出的温水(循环水)从塔顶洒到塔底,并利用外部空气进行冷却。该系统是将冷却的循环水收集在下面并泵回工厂。由于它是通过主动蒸发来冷却的,所以它消耗大量的循环水。
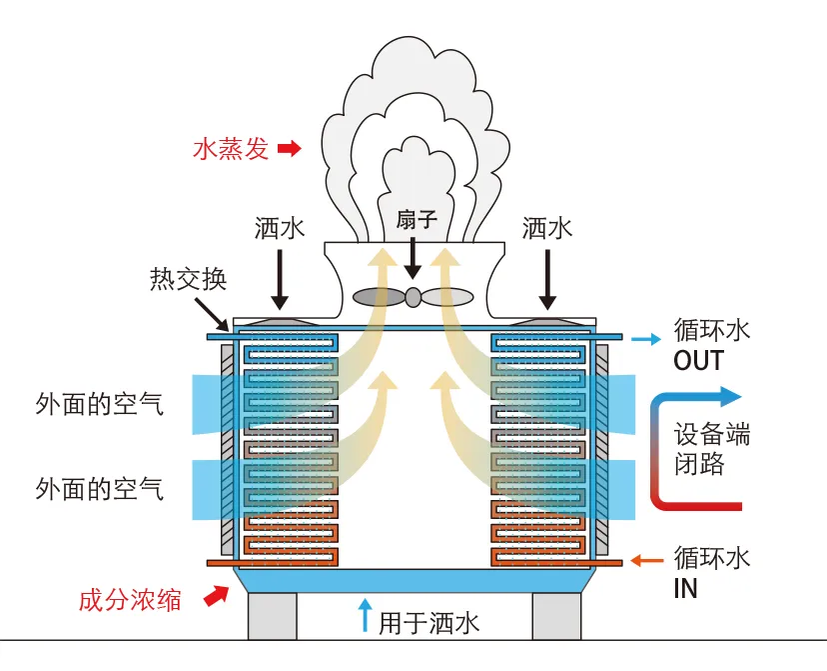

在密闭中,加热后的循环水通过冷却内部的铜管。通过喷水冷却铜管,进行热交换,冷却循环水。由于循环水不与外界空气接触,因此无需担心污染或蒸发,这是一个优势。但取而代之的是大量用于冷却铜管的喷水蒸发。
水冷式问题
水冷式冷却系统利用蒸发进行冷却,因此0.86%的工厂循环水因蒸发而损失。
此外,还有大约0.05%的残留物被风扇散布在空气中。此外,随着水的蒸发,水中所含的杂质被浓缩,因此需要将水排出,这称为排污。此排污还需要0.4%。
因此,全部加起来浪费了1.3%的循环水量。
此外,由于循环水仅蒸发大量水分,细菌和规模等杂质将保留并浓缩。那样被污染的水会给环境和装置带来影响。


冷却塔通常处于军团菌容易生长的环境中。当水滴被风扇吹散时,军团菌可能会散落到外面。在某些情况下,已经发生了健康危害,有必要采取使用化学品和管道罩的措施。
如果循环水中细菌或藻类滋生或水垢等杂质积聚,管道将被堵塞,冷却塔的热效率会降低,从而导致循环时间增加。
通过改善水质来分解水垢,防止生锈和腐蚀
使用“护发素”可以防止这些问题。
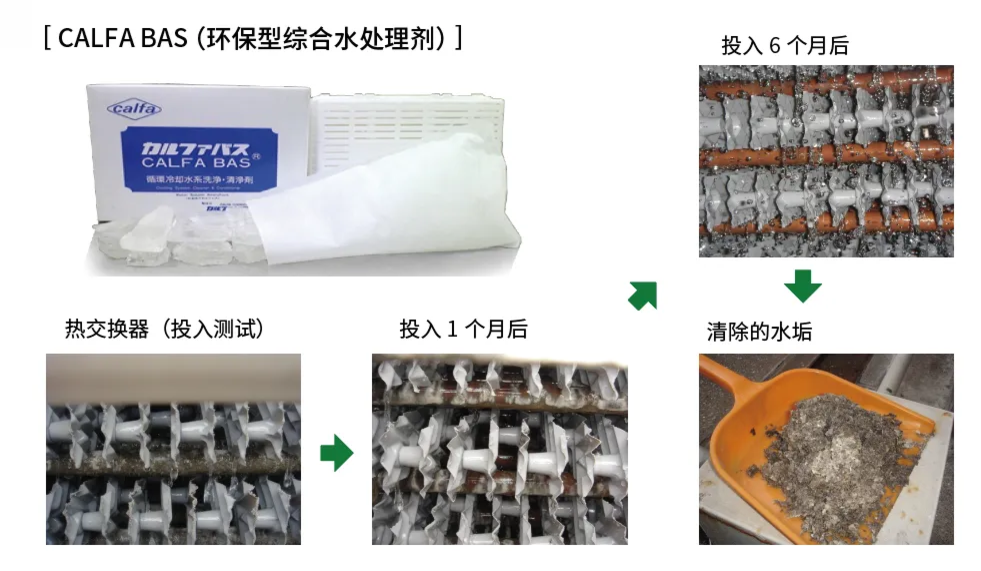
只需将由无磷、无氮的无机物构成的固体药剂放置在冷却塔的底部,即可轻松使用。它还可以软化管道中的水垢,防止生锈和腐蚀。环保,无排水。
下一代冷却系统
水冷式,还有一种新的选择:密闭式和风冷干式冷却器。
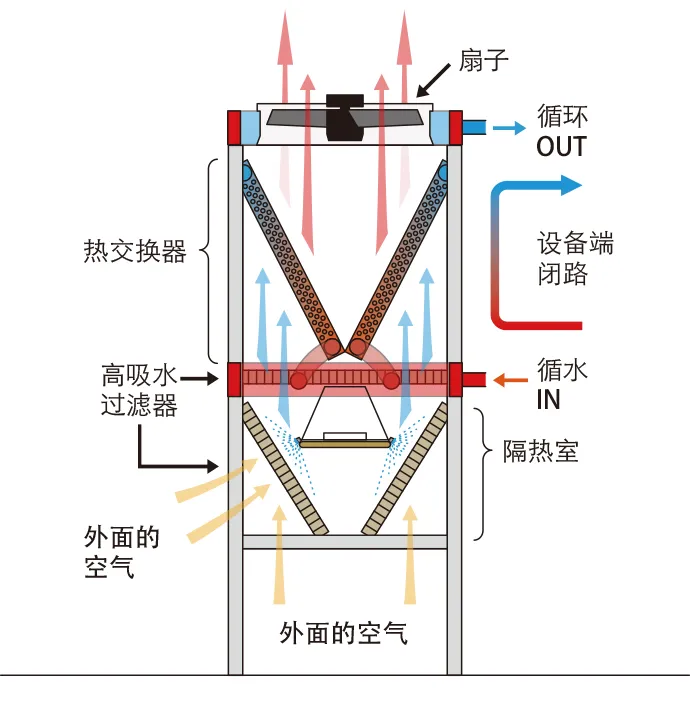

在该冷却系统中,通过铜管的循环水通过外部空气而不是水来冷却。因此,与传统类型相比,到目前为止浪费的水分含量可以减少到1/20。由于密封管道系统,循环水不会蒸发,因此可以保持水质并保持成型周期。几乎不需要现场维护。
详情请点击此处⇒风冷封闭式水冷系统ecobrid
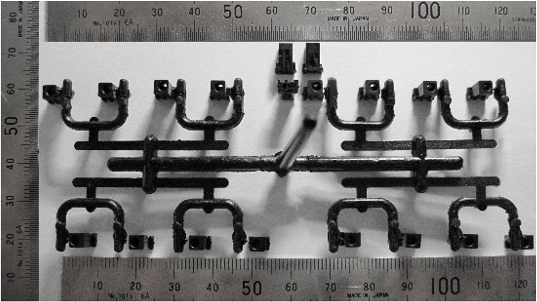
缩短周期
引入3D水管软衬套,缩短循环时间
介绍前 37 秒到介绍后 15 秒⇒周期时间缩短约 60%!
- ・目标零件:Mini DC Jack
- ・使用树脂:PET
- ・产品重量:1.3克 (16个)
- ・主流道压力:2.56克
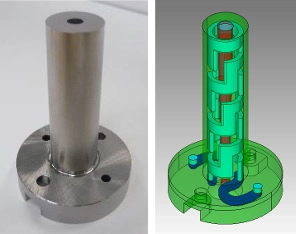
带有三维水管的金属光刻3 D打印机的云纹衬套可以有效地对云纹部分进行温控冷却,并且对于缩短厚度小于1.6 mm的零件的循环非常有效。
单击此处了解详细信息⇒ 3D 水管浇道衬套
三维冷却水管模具的导入,缩短了循环时间
介绍前 53 秒到介绍后 38 秒⇒周期时间缩短约 28%!
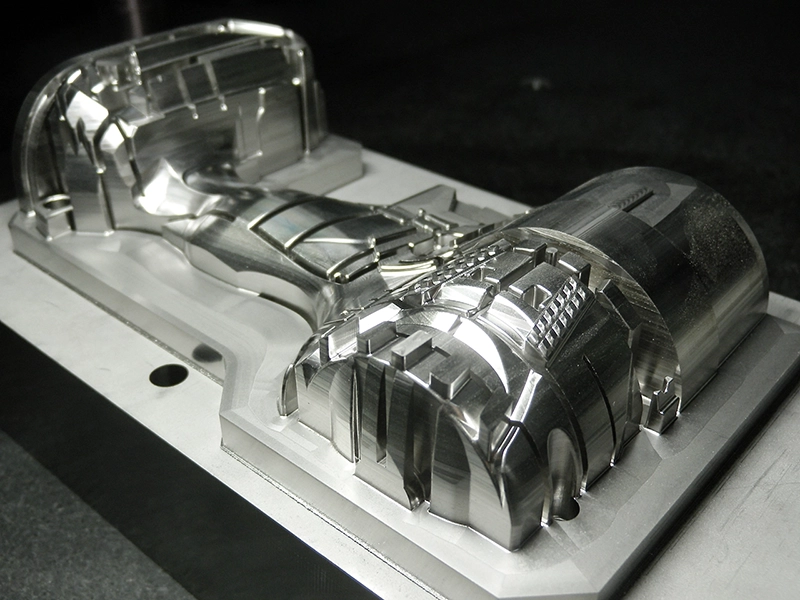
由于3D冷却水管采用金属3D打印机,可以根据产品自由构建最佳水道。这提高了冷却效率并缩短成型周期。
点击这里了解详情⇒ 3D水管模具镶件
总结
了解如何专注于冷却并缩短和保持成型周期。如果你改进一些东西,你可以大大缩短它并不简单。针对各个课题采取适当的手段是很重要的。
松井制作所所的使命是“实现成型工厂的‘ factor4’”,我们的目标是提高成型工厂的资源生产力。我们将针对每个成型过程中的各种问题开发产品并提出最佳解决方案。
如果您有任何关于注塑成型的问题,例如缩短成型周期,请随时与我们联系。
CX设计部饭岛泰彦