瞄准模具工厂的factor4
针对不同工序成形时的异物 (污染) 对策的提案
2022.10.20
污染 (污染) 是指塑料成形业界的成形品上附着、混入异物和垃圾,在现场经常被简称为“污染”。
零件中的异物污染=康塔米容易引起投诉,需要重新检查产品,有时需要退货,造成很大的损害。此外,产生的模具难以粉碎和再利用,这也导致材料的浪费。
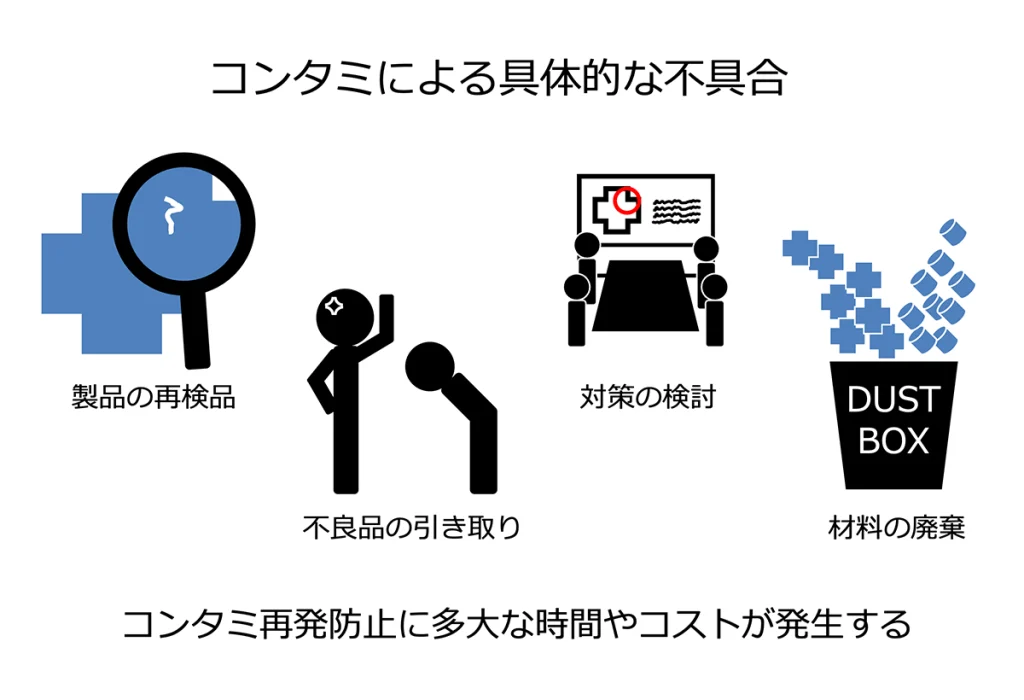
一旦产生了污染,要想恢复到能够生产优质产品的状态,需要花费很多时间和成本,如果成形不良增多,就会损害成形工厂的信赖,所以事先预防污染是很重要的。
在本专栏中,我们将通过以下目录内容介绍每个成型过程中的污染对策。
1.传统的污染对策
2.康塔米标准
3.介绍行程解决方案
- 材料接收行程
- 物料输送行程
- 物料干燥行程
- 成形行程
总结
1.传统的污染对策
作为污染对策,经常提到的措施之一是建立“洁净室”。
但是,洁净室的安装和维护成本很高。比如,面向4台100~200吨的成形机的无尘室,估算大概要花4000万日元左右。保持干净的房间不仅成本高,而且还会带来很多麻烦。
首先,有必要安装一个大型洁净室吗?
如果设置洁净室,并不是所有异物混入都能防止。污染的原因在洁净室外面的情况也有很多。重要的是在“适当的地方”实施“适当的措施”。
2.康塔米标准
作为前提,可以说所有的成形品都混入或附着了异物。完美地消除臭虫是非常困难的事情。因此,重要的是“判断标准”。根据异物的类型、大小 (小) 和污染程度 (附着) ,可能不会造成问题。换句话说,了解每个零件的“判断标准”并采取符合要求水平的措施非常重要。
阴虱的种类
那么,到底什么样的东西会作为异物混入成形品呢?
这些是用显微镜放大实际发生的虱子的照片。
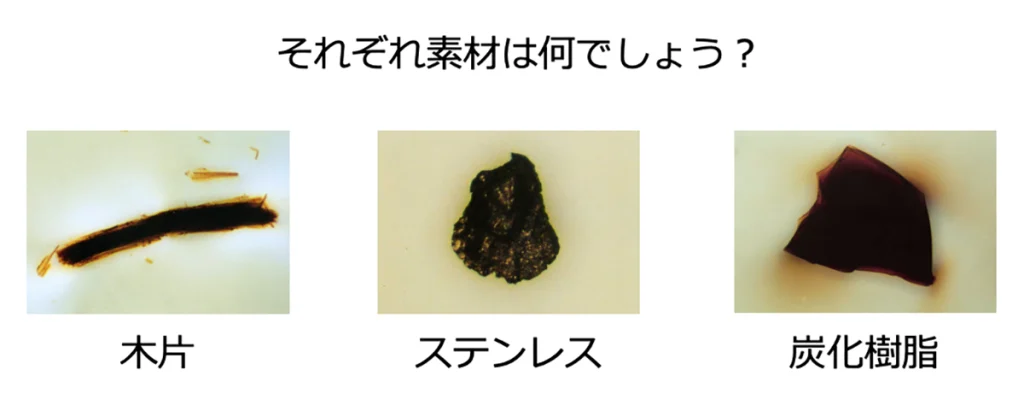
乍一看,它看起来像所有相同的黑点,但实际上材料与木片,不锈钢和树脂不同。通过这种方式,由于异物的材料是多种多样的,如果是木片,将现场使用的木制托盘改为塑料,如果是金属片,则使用金属探测器...我们必须采取相应的污染预防措施。
另外,根据行业不同,不能混入的异物的种类也不同。例如,电子设备行业中的纤维废料和金属片,医疗设备行业中的纤维废料和皮肤片。由于产品要求的规格各不相同,因此成为问题的异物的种类也不同。
在此背景下,您可以看到了解Contami的类型是决定对策方法的第一步。
卷尺的大小
在考虑污染对策时,异物的大小也是重要因素之一。
较小的尺寸可能是可以接受的。如果不能用肉眼确认,则可以安装可以去除 10 μm 大小颗粒的过滤器。
*据说人眼可以看到的尺寸是从10微米(0.01毫米)。
此外,虽然您想要防止污染的金属粉末是0.1毫米,但在某些情况下,您正在考虑的任何金属探测器只能去除高达0.3毫米的金属。
在这种情况下,有必要切换到“首先不产生金属粉”的对策。
即使在决定对策方法时,也必须确认异物的允许尺寸标准。
另外,异物的附着位置也可能成为问题。例如,根据产品规格和行业,异物的标准是不同的,例如液晶部分,装饰部分,设计表面等的异物是NG,但如果是其他地方则允许。
因此,重要的是掌握异物的类型和大小,并将其与“判断污染的标准”进行比较,决定异物的去除方法和水平,并采取措施。
3.介绍行程解决方案
在保持公司需要防止污染的异物的类型和大小后,下一步要考虑的是“如何防止污染”。我将通过生产线的工艺顺序介绍具体的例子,可以采取什么样的污染对策。
物料接收过程
进料投入口是产生毛发、皮肤碎片、衣服纤维等异物较多的地方,因为经常涉及到人。掉落在地板上的垃圾或附着在材料袋上的垃圾等可能会进入。进料现场可以采取哪些措施?
原料移动自动化的异物混入对策
是否有许多成型工厂使用灵活的容器包 (Freicon) ?氟利康虽然方便,但是悬挂在罐子里投入材料的时候,附着在外侧的垃圾有混入的可能性。
作为对策方法,可以考虑擦拭氟利昂,吹气等,但手工去除将成为工人的沉重负担,并且伴随着危险。即使用吹风去除,也有可能垃圾飞扬,掉进罐子里。因此,我们提出了悬挂喇叭,将吸头插入其中的方式的自动化装置。
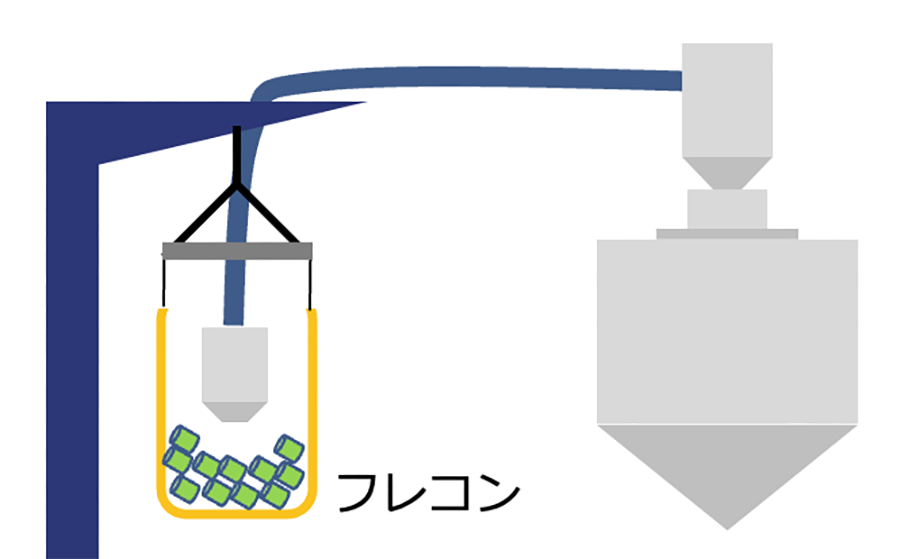
因为不会提起扩音器本身,所以不需要擦拭侧部和底部。只需去除上方的垃圾即可,因此可以提高工作效率并提高安全性。此外,通过悬挂四个角,您可以将材料集中在中心并运输它,因此材料的剩余量也很小。
通过无尘布置化的浮游垃圾混入对策
加料时有浮尘进入罐内。
因此,如果难以为整个生产线创建无尘室,我们提出了一种解决方案,即仅提高材料引入空间的清洁度。

这是一种仅使用希望提高清洁度的隔间作为清洁展位的方法。
围绕相应的区域,在天花板上安装过滤器,并通过风扇从上到下吹送风,使空间中的正压形成空气流动,将垃圾排出外部。此外,通过在展位内进行除电,还可以排除附着在材料袋和工人上的垃圾。根据用途,也可以改变清洁度。
生产工序供应前的除粉对策
树脂在搬运和运输时的摇晃会使颗粒之间摩擦,树脂袋内会产生树脂粉。在这种情况下,有一种方法可以在材料供应之前分离颗粒和粉末并抑制污染。
通过在料袋和料罐之间引入分离机来分离颗粒和树脂粉。这样就可以为生产线提供清洁的颗粒。
物料干燥过程
黑点等的污染,在卫生方面和外观标准严格的产品中经常会成为问题。这个黑点的原因之一,可以列举树脂的炭化和燃烧。
“树脂的过度干燥”和“树脂的冷”被引用为树脂碳化和燃烧的原因。
当成型机的螺杆旋转时,树脂被摩擦热熔化,从而使颗粒彼此分离。这称为剪切加热。
在这种情况下,如果树脂过于干燥且内部没有水分,则产生的剪切热可能过高。这将导致碳化和燃烧。此外,由于树脂在冷却时变硬,这也会产生过多的阻力并导致剪切热增加。换句话说,为了防止由碳化或燃烧引起的黑点,抑制树脂的过度干燥和冷却是有效的。
适当干燥的树脂的炭化、烧 (黑点) 对策
成形机会根据生产计划、模具更换、故障处理等反复小停车,干燥机不会一直持续运转吗?
另外,由于改型树脂的使用量变少的话,会导致树脂长时间滞留在干燥料斗内。因此,树脂变成过度干燥状态,容易发生碳化和燃烧。
但是,如果干燥机也随着这些小停止而停止,那将非常麻烦。存在忘记启动和停止生产的风险,并且手动管理所有内容是不现实的。
因此,有效的是引入具有适当干燥功能的干燥机。这样就可以实现与生产相适应的适当干燥的自动化。
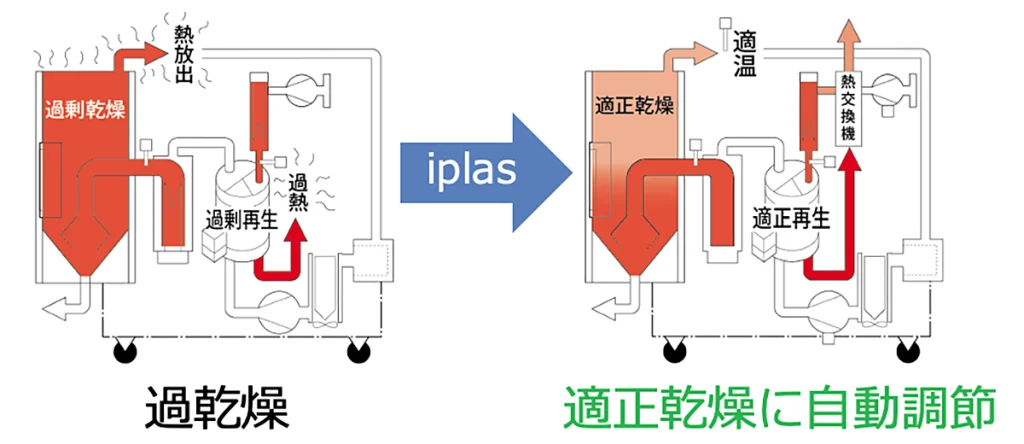
干燥机根据成形机的运转状况,自动减轻热负荷,维持树脂的适当干燥状态。可以期待防止因过度干燥而导致的透明成形品的黄变的效果,另外也可以通过适当的运转来节省能源。
详情请点击这里⇒带自控功能的除湿热风干燥机MJ6-i
物料输送过程
软管和配管等的材料输送路径,存在软管破损引起的混入、玻璃纤维削去配管引起的金属污染、开孔异物进入等的风险。
这次我将从另一个角度介绍一个具体的例子。
管路连接采用卡套管的垫片/垫圈磨损对策
称为 IDF 套圈的管道通常用于光学和医疗产品的生产线。如果管道组装不正确,垫片/垫圈可能会伸入管道。
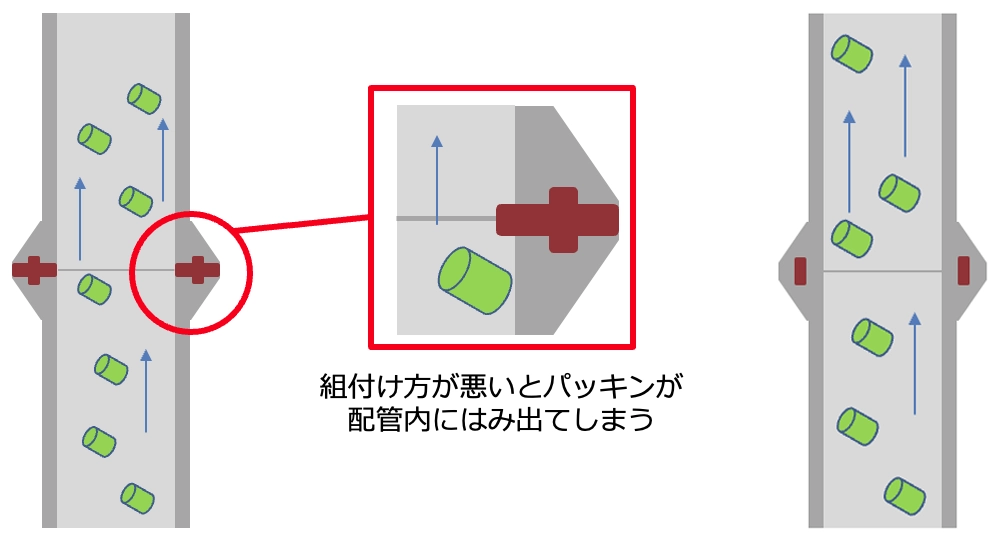
如果垫片/垫圈突出到管道中,它会与树脂接触并被撕掉,造成污染。
为了防止这种情况,将套圈替换为垫片/垫圈不突出的结构是有效的。这些套圈不受组装质量的影响。
通过管道、运输方法的修改防止材料滞留的对策
输送软管的中间可能会出现收缩,树脂可能会残留在管道的上升部分。这也会导致树脂温度的变化,并可能导致炭化和燃烧。

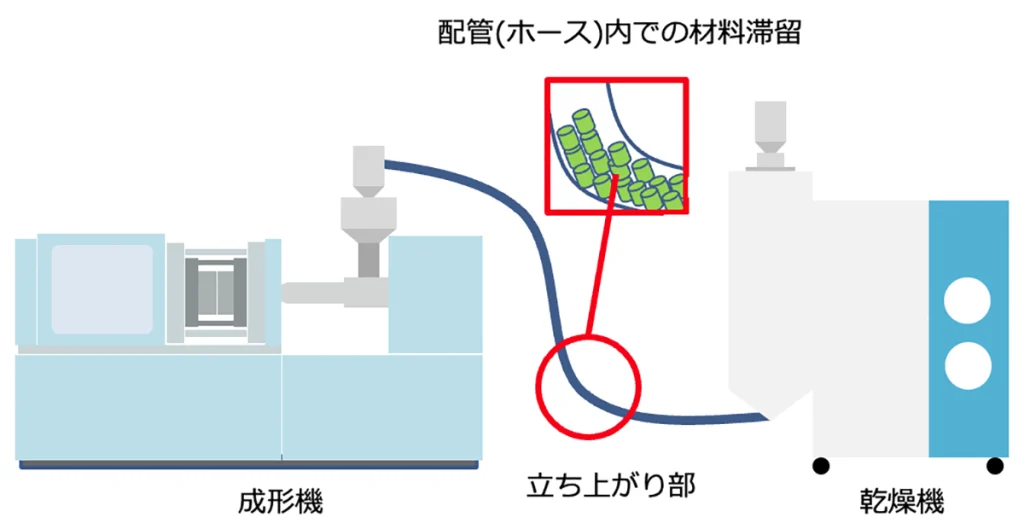
为了防止在运输路径中滞留,不用说使用没有变形的软管,如果由于管道的高低差或操作而发生滞留,可以通过添加输送材料的机构来采取对策。
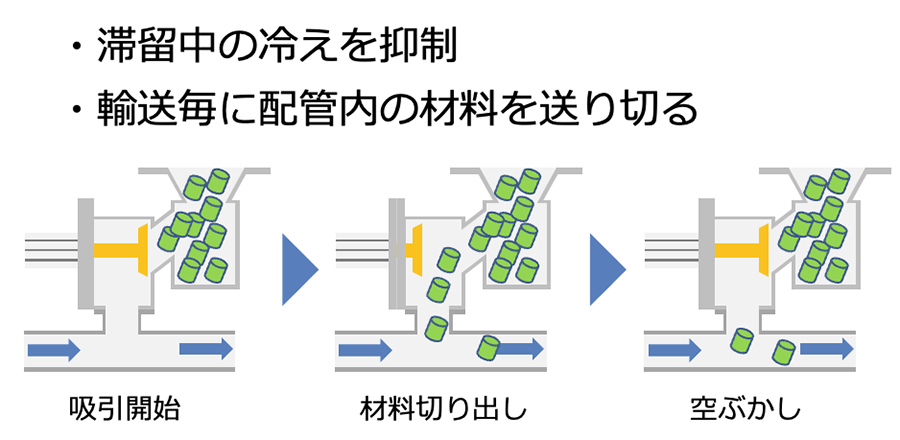

通过在施加吸力的同时向管道提供足够的材料,它消除了运输路线中的停滞。此外,由于没有像滑动挡板这样的机构,因此不会因阻尼器滑动而产生树脂粉末。
运输过程中树脂粉的除粉措施
树脂粉末不仅可能在材料袋内产生,而且在管道内也可能产生。
当颗粒与管道弯曲处碰撞时,它们会破裂并产生树脂粉末。
有几种解决方法。
如果树脂粉末没有附着在颗粒上,“离心”是有效的。 ⇒抗逆转录病毒药物

通过安装在干燥机等输送线上,可以去除配管内的树脂粉。
如果树脂粉末附着在颗粒上,有一种方法叫做“空气混合”。
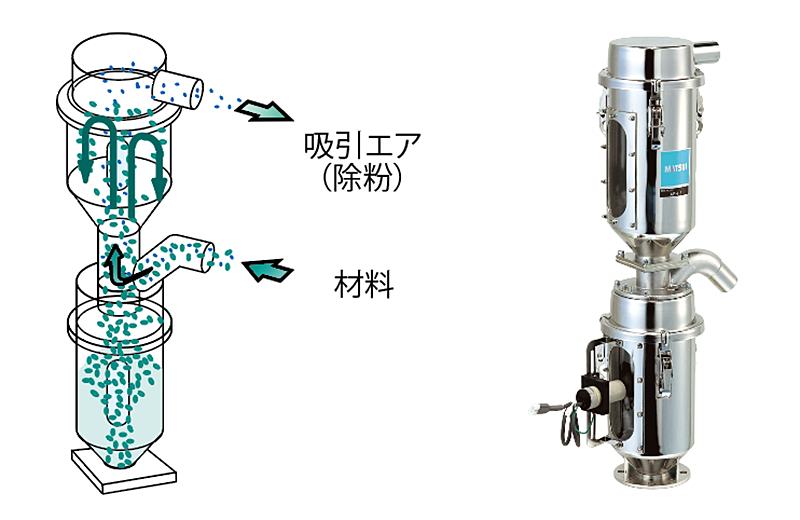
通过安装“气流混合捕集器”,树脂彼此碰撞并从颗粒中剥离树脂粉。因为树脂粉是通过吸入去除的,所以可以输送干净的颗粒。
详情请点击此处⇒混合除尘器APH
还有一种通过“静电消除功能”去除树脂粉末的方法。
由于树脂粉末因静电而粘附在颗粒上,因此通过吹除静电空气将粉末与颗粒分离,并通过气流将粉末收集到废液管中。
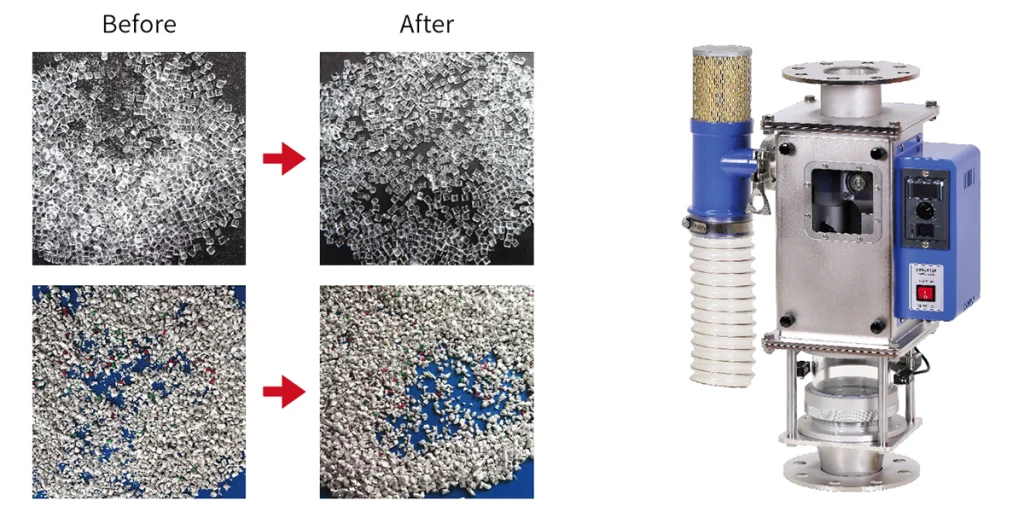
由于处理量大于“气流混合捕集器”,因此可以根据树脂的使用量来区分使用。
成形工序
即使小心避免异物进入零件,异物仍可能附着在零件上。附着在成形品表面的异物,涂装的零件等会成为涂装不良,电子零件相关的会成为通电的原因。
如何解决漂浮在成型机周围的垃圾由于静电而粘附在产品上的问题?
除电对零件浮尘的控制
作为一般考虑的静电对策,是通过离子发生器进行除电吹风。但是,如果除电空气没有击中零件,则没有除电效果,并且通过吹入空气可能会降低模具温度。模具温度下降可能会导致成形不良。
因此,有效的是电力线放射式。是使用电力线集中除去开模空间的方法。
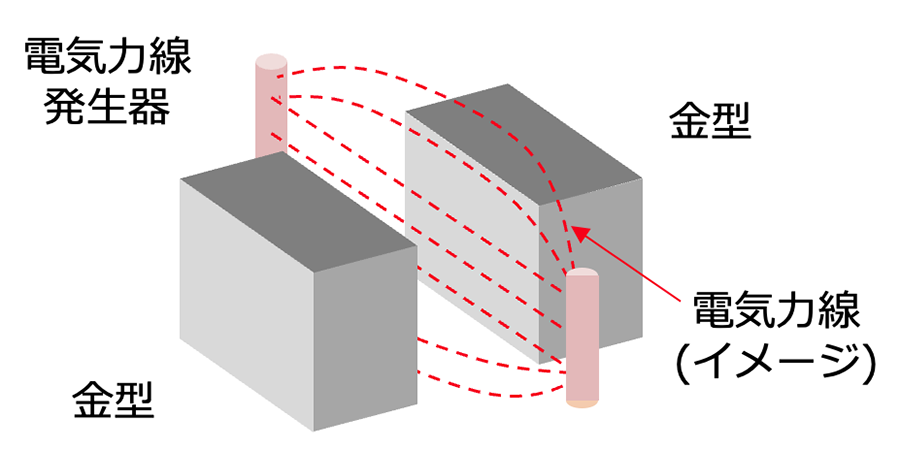
通过将正电极和负电极安装在模具的两侧,形成电力线并除电。由于无风可防,因此模具不存在温度下降的风险。
通过加湿 (调湿) 降低带电压
当您想在更广阔的空间中消除静电时,加湿是有效的。
加湿降低了充电电压,同时使漂浮的碎片沉淀下来。
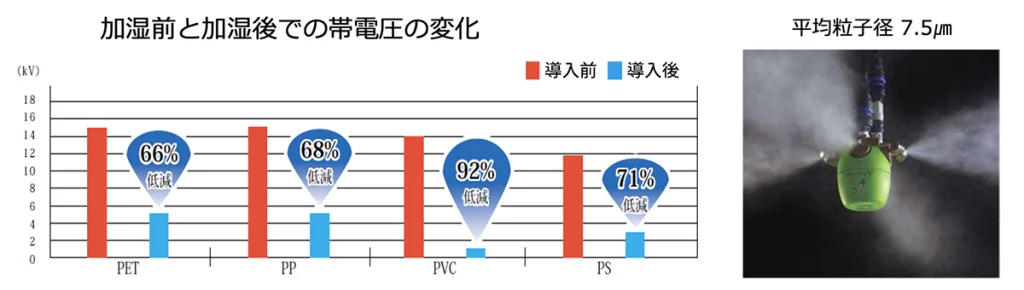
众所周知,加湿对于静电对策是有效的,但人们担心设备会被弄湿,模具的温度会下降,但通过稳定地产生细水滴,可以在防止设备被弄湿的同时消除广泛的电力。
总结
每个行业和产品的塑件标准各不相同,产生的原因也因成型环境而异。掌握成为冲突的基准,确定发生地点及其原因之后,实施适当的对策是很重要的。
在松井制作所所,基于要素4“ factor4财富,一半资源消耗”的理念,我们将积极提出环保成型工厂,最终提高资源生产力。如果您有任何问题,请随时与我们联系。
销售技术部八木悠树