瞄准模具工厂的factor4
成型的大敌“瓦斯”和新型模具清洗方式的提案
2022.05.16
煤气故障
在塑料注塑成型中,树脂产生的气体非常麻烦。
不仅在树脂注入模具时产生气体,而且在气缸内干燥或熔化时也会产生气体,造成各种麻烦。这种气体的真正性质是主要包含在树脂中的添加剂。当树脂过热产生气体时,稳定剂、抗氧化剂、润滑剂、阻燃剂、增塑剂和抗静电剂等添加剂成分会蒸发。
由此产生的气体对成形品和设备有何影响?我们来看看煤气引起的故障的事例吧。
成形不良
由于煤气引起的故障,必须最快应对的是成形不良。气体烧蚀会使零件的某些部分碳化并变黑,或短路 (填充不良) 是一个特别严重的问题。
此外,银条 (银条) 会在零件表面产生闪亮的条纹图案,这是由于气体造成的成型缺陷之一。
气体引起的故障多在成形条件稳定、生产进入轨道时发生,在需要长时间连续成形的量产工序中可谓大敌。
设备故障
树脂干燥时也会产生气体。汽化的气体从干燥机的排气口出来,附着在成型工厂的墙壁、天花板和设备上,在那里结晶和固化。
另外,脱模剂等挥发,附着在装置表面,也有涂装剥落的情况。
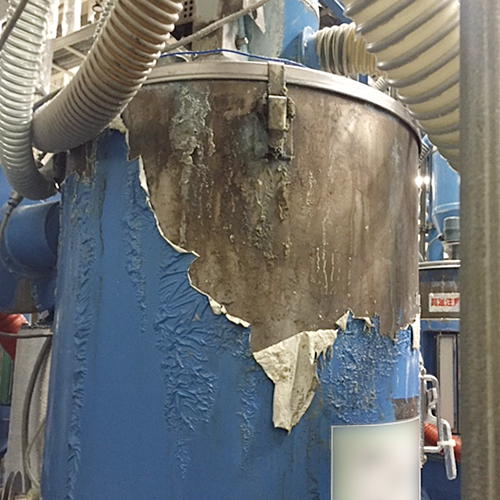
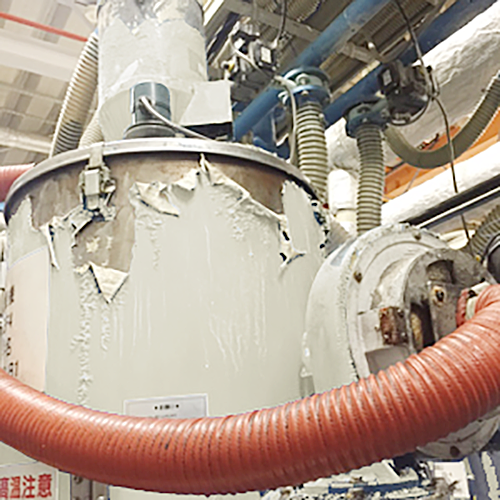
这些也导致成型工厂环境的恶化和异物污染的原因。
模具故障
附着在模具上的气体可能会固化,导致气体通风口堵塞,从而导致短路,或导致零件表面模糊或异物附着。

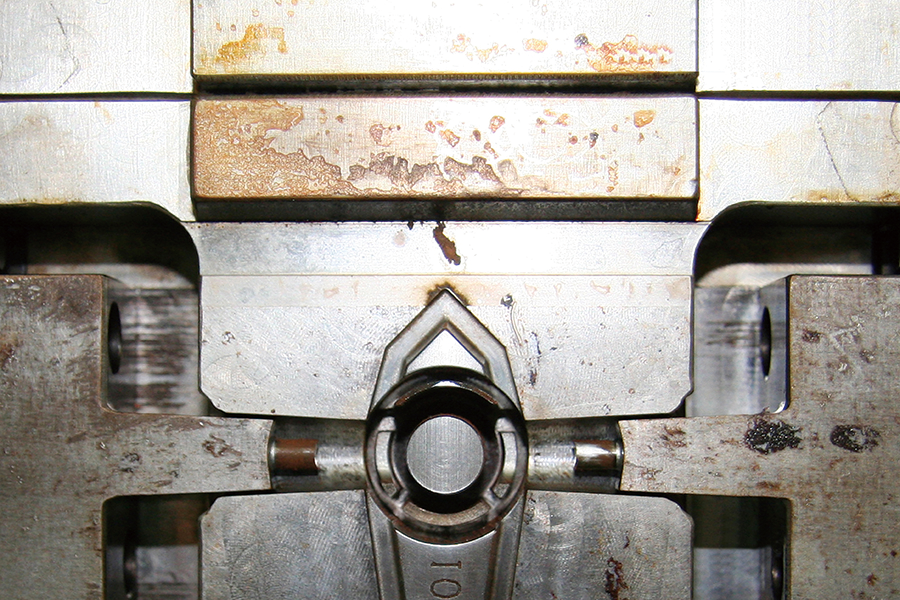
如果气体无人看管,也有损坏模具的风险。为防止这种情况,必须清洗模具,但从成型机中取出模具、拆卸和清洗需要花费非常/紧急的时间和精力,这是降低生产率的主要因素。
瓦斯治理方法
由于作为气体产生原因之一的添加剂包含在树脂本身中,因此无法在成型工厂采取根本措施。因此,通常通过调整成型条件来采取措施,例如在模具中安装便于气体逸出的排气孔、调整浇口位置或降低注射速度等。但是,一旦开始量产,条件就很难改变,应对措施也有限度。
因此,松井制作所所从“抑制气体产生”、“收集气体”、“去除附着在模具上的气体”三个角度提出了解决方案。
抑制气体的产生
作为气体对策,第一应该研究的是抑制气体的产生本身。为此,适当的材料干燥非常重要。
真空传热干燥机 DPD3.1可以通过产生真空在低温下干燥树脂,因此可以抑制因过热而产生气体。此外,通过将小型传热干燥机 PMD和氮气 (N2) 发生器相结合,不仅可以去除树脂中在干燥过程中产生气体的水分,而且还可以将氧气替换为氮气,从而实现稳定成型。


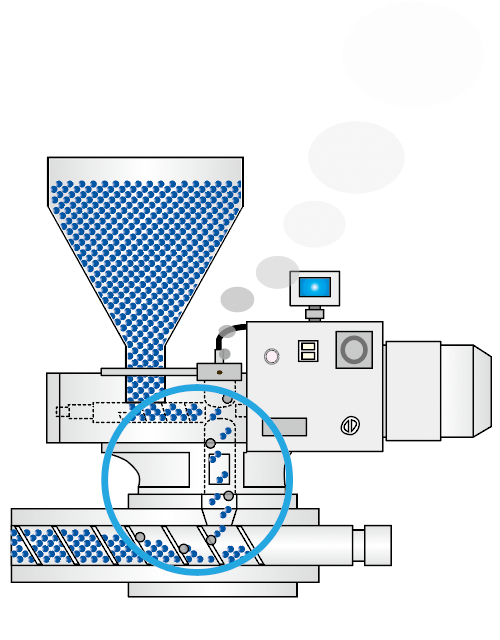
此外,在螺杆内熔化树脂时也会产生气体。由于放入料斗中的树脂通过自重供应到气缸中,因此通常螺杆内充满树脂,并且当用螺杆混炼时产生的热量 (剪切热量) 产生气体。我会的。而且,因为发生的煤气没有逃生的地方,所以会引起纠纷。
原料定量供给装置(饥饿供给装置)通过向料筒内供给定量的树脂来降低密度,抑制气体的产生。由于气缸中有空间,它促进了水和气体的释放。通过强制抽吸这样变得容易逸出的气体,可以有效地消除它。

回收气体
即使采取上述所有措施,也无法完全防止气体的发生。因此,作为下一种手段,有效的措施是“收集产生的气体”。
通常,气体回收是通过在零件的流道和模具中添加气体通风口来释放气体。但是,这个气体通风口被气体堵塞的话,也会成为成形不良等故障的原因。
间接冷却气体回收设备在那里很有用。通过将该装置安装在干燥机的排气管路上,可以冷却、固化和回收树脂产生的气体。这防止了在成型过程中产生气体并防止气体成分的晶体粘附到干燥器的外围。
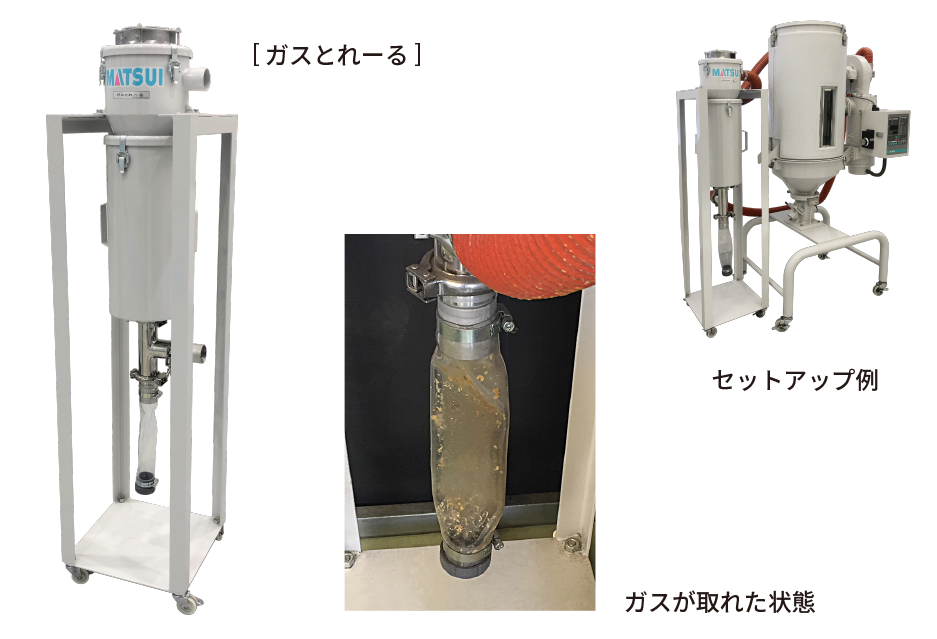
还有防止气体附着在模具上的模具气体抽吸装置。
这是一种通过将其连接到模具的排气口并在模具闭合时施加抽吸来吸出模具内部的气体的装置。该操作减少了排气口堵塞和气体粘附到模具上,消除了频繁维护模具的需要,延长了维护间隔,有望提高生产率。
⇒磁力

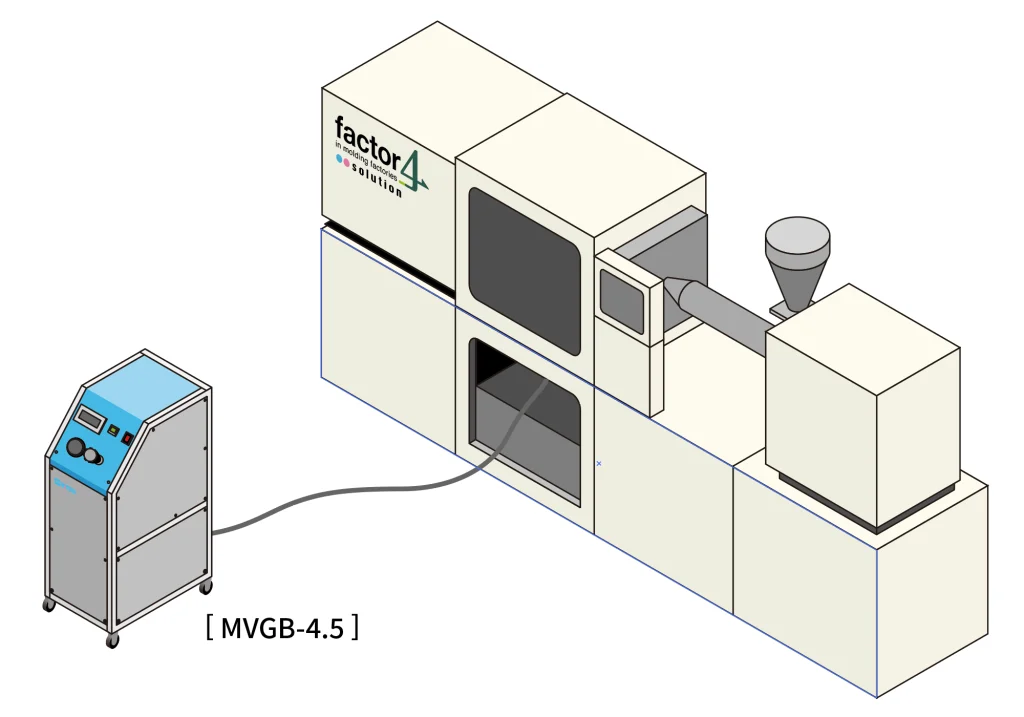
此外,具有抽真空功能的气体增压器不仅通过真空吸入气体,而且在加压时将压力升压至4.5MPa,并对排气孔和多孔部分进行反冲洗,防止排气孔堵塞。也可以通过使用加压空气辅助脱模来减少挤压销的数量。
脱模气体
即使在抑制和回收气体的产生之后,无法防止的气体也会附着在模具上。接下来,我们将介绍一种解决方案,可以轻松,快速,安全地维护“去除模具上的气体”。
模具清洗
在模具上附着了气体成分的时候,首先进行的不是洗手吗?在将模具放置在成型机上时打开模具并使用零件清洁器 (有机溶剂) 和织物擦拭是一系列流程。
这种手工清洗无法解决的中重度附着,将模具从成型机上卸下,分解后进行超声波清洗、喷丸清洗、喷砂清洗。
超声波清洗是在碱性的清洗液中放入模具和陀螺,通过超声波的振动和压力变化使污垢浮出的方法。即使是手或刷子够不到的复杂形状也能去除污垢。
喷珠清洗和喷砂清洗是一种清洁方法,通过用压缩空气吹送包含磨料的介质等,在腔 (腔) 中剥离模具上的污垢。不使用溶剂等药品,通过选择粒子的尺寸和材质等,可以期待各种各样的效果。
传统模具清洗的问题
传统上以这种方式进行的清洁方法实际上存在问题。
洗手
在模具冷却之前无法工作。另外,如果不使用适当的工具的话,会损伤模具,所以需要注意。因为使用了有机溶剂,所以也有可能对人体产生影响。
超声波清洗
需要大量的清洗液,更换清洗液等很费工夫。也需要适合所需部位尺寸的清洗槽。因为清洗液是碱性的,不仅会对人体和环境造成负荷,也有可能会影响零件。
喷砂/喷砂清理
用于清洁的珠子将成为工业废物,并且由于它是物理加工方法,模具表面将磨损。另外,需要设置清洗所需的腔室,需要确保作业空间和清扫等的管理。
■各清洗方法的课题比较
| 清洗方法 | 磨光性 | 次生废弃物 | 工作负荷 |
| 喷砂 | 有 | 有 | 大 |
| 喷珠 | 有 | 有 | 大 |
| 超声波清洗 | 无 | 有 | 大 |
| 洗手 | 无 | 无 | 大 |
它们不仅存在问题,而且还会发生将模具从成型机上取下,拆卸,清洁,组装并再次将其放入成型机的过程。这是一个巨大的时间损失,极大地影响了生产力。
新模具维修
松井制作所所提出的解决方案是干冰喷射清洗,它在克服上述问题的同时具有高去污力。
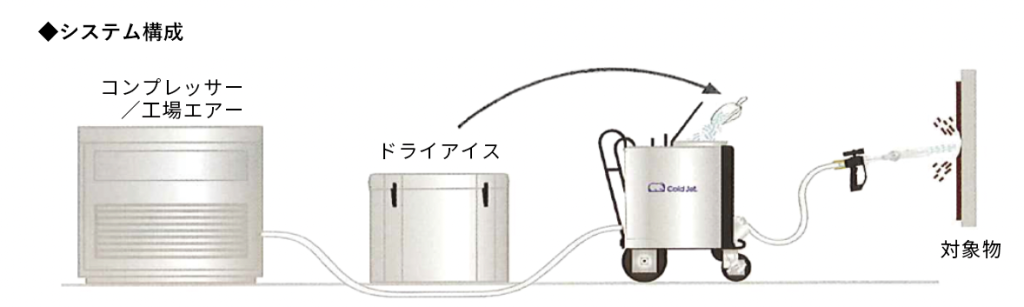
干冰喷砂清洗
是喷射干冰,碰到清洗对象物,通过其爆发力进行清洗的方法。
使用这种清洗方法,即使将模具安装在成型机上也可以工作,因此可以大大减少清洗所需的浪费时间。
此外,干冰本身是二氧化碳,因此对人体和环境友好,不会产生废物。此外,它没有研磨性,可以在不损坏模具的情况下进行清洁。
清洗原理
干冰爆破清洗的原理由冲击、温差、小爆炸三个要素组成。
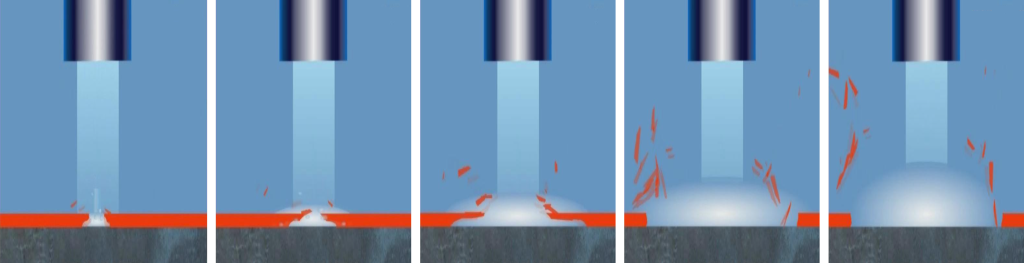
首先,将干冰以超音速撞击对象物体,给予冲击。其次,因为干冰是大约-80度的低温,根据温差会产生收缩率的差异,异物会浮起来。
最后,当干冰升华并变成气体时,体积膨胀约800倍,并通过小爆炸去除异物。
由于不使用影响模具的药物,因此可以处理任何材料的模具。

⇒干冰喷射
在微细加工面上使用剃须后的粉末状干冰,在顽固污渍上使用颗粒状等,根据用途使用不同形状和大小的干冰,发挥出更好的效果。另外,也准备了丰富的喷嘴。
仅仅清洗模具是浪费!
干冰喷射清洗不仅可以用于模具,还可以用于清洗螺杆、混合叶片和喷漆线。另外,成型品的去毛刺,与自动机联动,可实现无人除油,用途广泛。
总结
消除瓦斯气体造成的问题的方法不止一种。根据每个问题,需要根据情况选择合适的方法,例如抑制气体产生、去除产生的气体或去除附着的气体。
松井制作所提出了各种解决方案来提高注塑工艺的生产率。请随时与我们联系。
CX设计部饭岛泰彦