为什么会出现拉丝和冷渣?
工程塑料(下面是工程塑料)成型容易出现拉丝和冷渣等缺陷,这在精密成型和光学成型中尤其棘手。这些缺陷与工程塑料的特殊物理特性以及喷嘴尖端和模具花键套周围的热管理密切相关。
工程塑料的3个课题特性
1.树脂流动性差
工程塑料即使熔化也难以流动,并且难以到达模具的每个角落,这可能导致填充不均匀或滞留。
2.树脂粘度高
高粘度的树脂容易在喷嘴和喷嘴中散热,流动突然变慢,冷却,导致熔渣。
3.高熔化温度
必须将成型温度设置得较高,这会使温度管理变得更加严格。喷嘴冷却会使树脂早期凝固,导致拉丝和产生熔渣。


热传递和成形条件之间的折衷
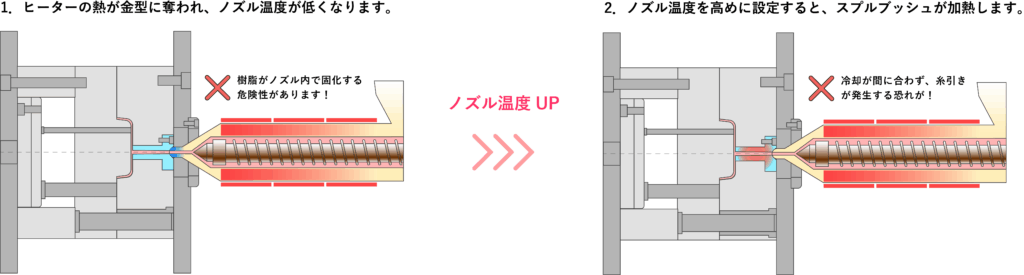
当注射喷嘴尖端接触模具 (喷嘴衬套) 时,喷嘴温度会急剧下降,树脂可能会在喷嘴中凝固或堵塞。为避免这种情况,如果将喷嘴温度设置得较高,则这次冷却将无法及时完成,从而导致塑料拉丝 (=拉丝) 现象。
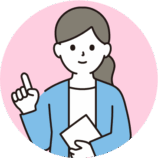
如果线粘附在模具中,它们将在下一个快照中转移到零件上,形成条状凹痕,导致外观不佳。特别是在工程塑料中,线的夹入可能会损坏模具,并且由于需要移除工作,生产率也会降低。
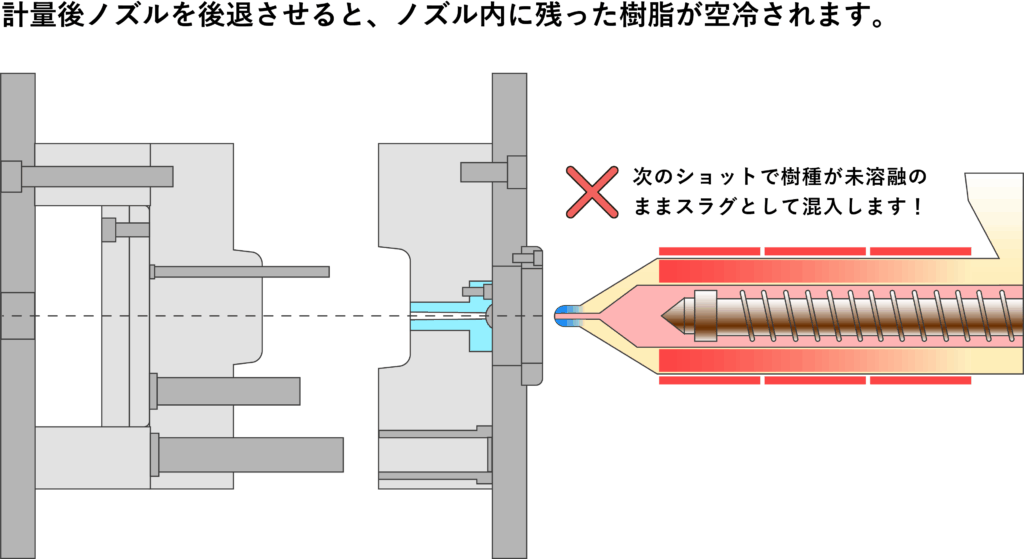
另一种解决方法是在称重后将喷嘴缩回以防止拉丝,但在这种情况下,残留在喷嘴中的树脂被空气冷却,并且在下一次拍摄时未熔化的熔渣 (=冷渣) 会出现问题。
换句话说,拉丝和冷渣可以说是由“温度管理困境”产生的同一表面的缺陷。那么,我们应该如何处理它?

提高喷嘴温度时拉丝,降低时熔渣出来...。
说实话,不知道优先哪个好,很为难。
这是“温度管理困境”。在某些情况下,通过微调传统的成型条件很难从根本上解决这些工程塑料特定的缺陷。
拉丝和炉渣,哪个应该优先?
为了完全防止拉丝和冷渣,需要精细调整成型条件,但以下措施存在限制。
调整成型条件的对策方法
对策 (1) :喷嘴温度的上升
通过保持喷嘴部分的高温度,可以防止树脂的凝固 (熔渣) 。但是,另一方面,也有容易发生抽丝的问题。
对策 (2) :喷嘴后退 (退刀)
填充完成后,将喷嘴从模具上移开,以防止拉丝。但是,塑料在喷嘴中冷却并凝固,会导致冷渣。
对策 (3) :螺杆计量/射出时机的最佳化
短镜头和喷嘴顺序调整也可以期待一定的效果。但是,取决于成型机和模具的控制级别,现场可重复性可能很困难。

所有这些措施都有优点和缺点。
防止拉丝的话是炉渣,防止炉渣的话是拉丝...。
需要从结构上打破这种“温度管理困境”的方法。
ZiRKON给成形现场带来的3大好处
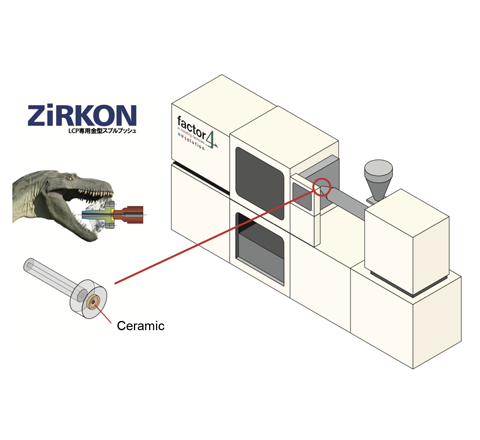
ZiRKON在结构上解决了这些工程塑料成型中常见的问题。
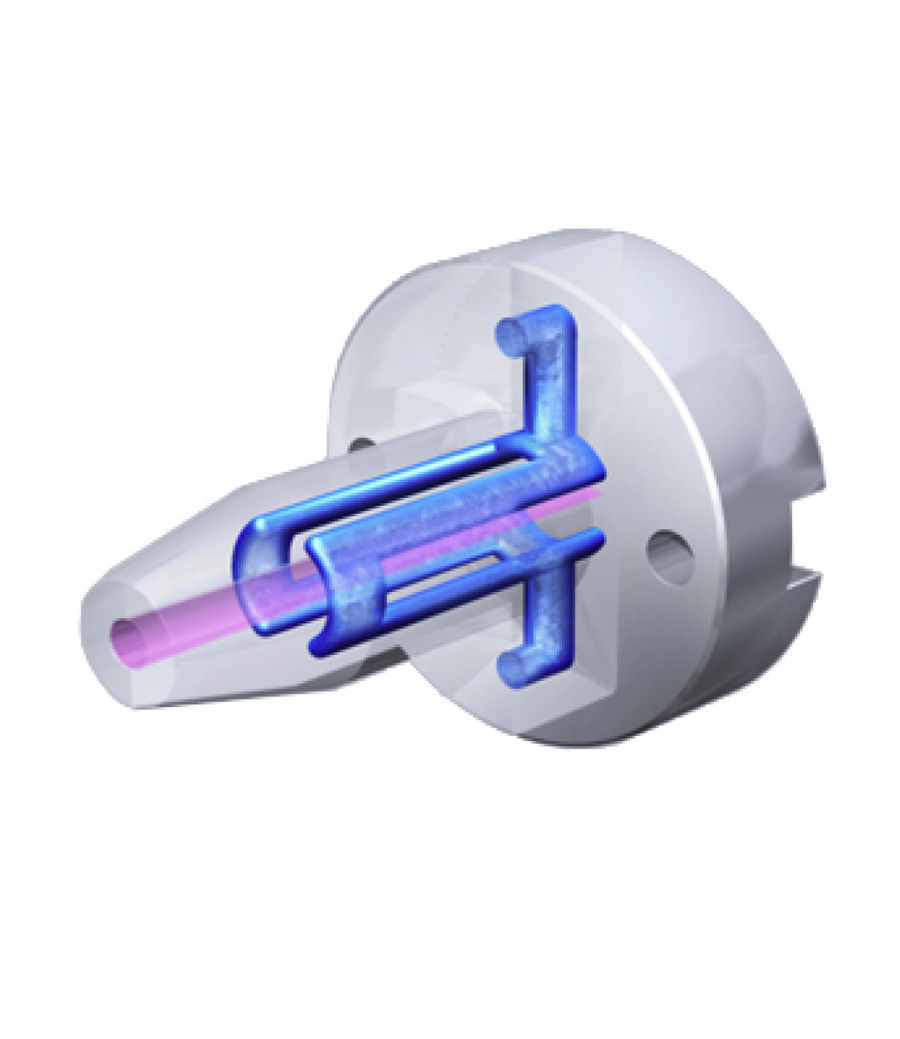
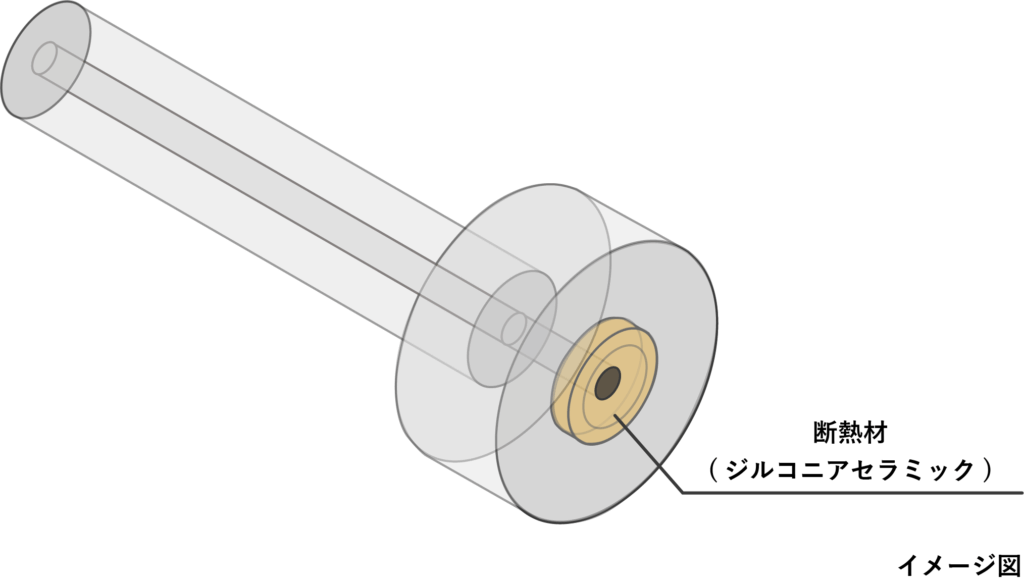
ZiRKON是一种特殊的浇口衬套,其结构是将喷嘴和模具之间的接触(以下,喷嘴触摸部)隔开。该隔热层可抑制喷嘴尖端的温度降低,从而提供稳定的成型环境。
1.避免喷嘴过热,实现稳定的温度控制
喷嘴接触部分使用具有高隔热性能的氧化锆陶瓷隔热,可防止喷嘴中的树脂过热。通过优化的温度管理,可大幅减少“拉丝”的发生,抑制因粘附或转移到模具或产品上而导致的外观缺陷。特别是在使用工程塑料等高粘度树脂的现场,减少拉丝直接关系到产品质量的稳定和生产效率的平衡。
2.无需后退喷嘴,避免冷树脂污染风险
在喷嘴后退操作方法 (传统的拉丝措施) 中,残留在喷嘴尖端的树脂被冷却,并且存在在下一次拍摄中作为“冷渣”混入零件的风险。
ZiRKON具有隔热结构,实现了在不回缩喷嘴的情况下难以发生拉丝的环境。因此,无需冷却喷嘴前端的树脂,从根本上杜绝产生熔渣的原因。通过将异物混入和浇口堵塞等问题防患于未然,还可缩短模具故障和巧克力停机等成形机突然停止的时间。
3.消除温度不均,支持平稳启动和稳定生产
ZiRKON的隔热效果可稳定喷嘴和模具之间的热平衡,从而减少成型条件的变化。特别是在需要对成型条件进行微调的情况下,例如启动或更换材料时,可以减少废屑并减少树脂浪费。通过降低不良率和提高利用率,为提高综合生产效率做贡献。

啊,只是隔热的简单构造,对成形的稳定化有效果吗?
是的,通过对喷嘴接触部分进行隔热,可以解决热转移引起的问题。我们也收到了客户的声音,“即使您不修改设置,故障也会减少”。
注意事项
※1如果用黄铜棒等从喷嘴一侧敲打弹簧衬套,可能会损伤陶瓷,请注意。此外,喷嘴中的偏芯可能会损坏陶瓷边缘。
※2氧化锆是烧结陶瓷,有破裂的可能,不保修。开始使用后请勿退货,敬请理解。
※3因会增加损伤风险,请避免在称重后喷嘴后退模式下使用。